-
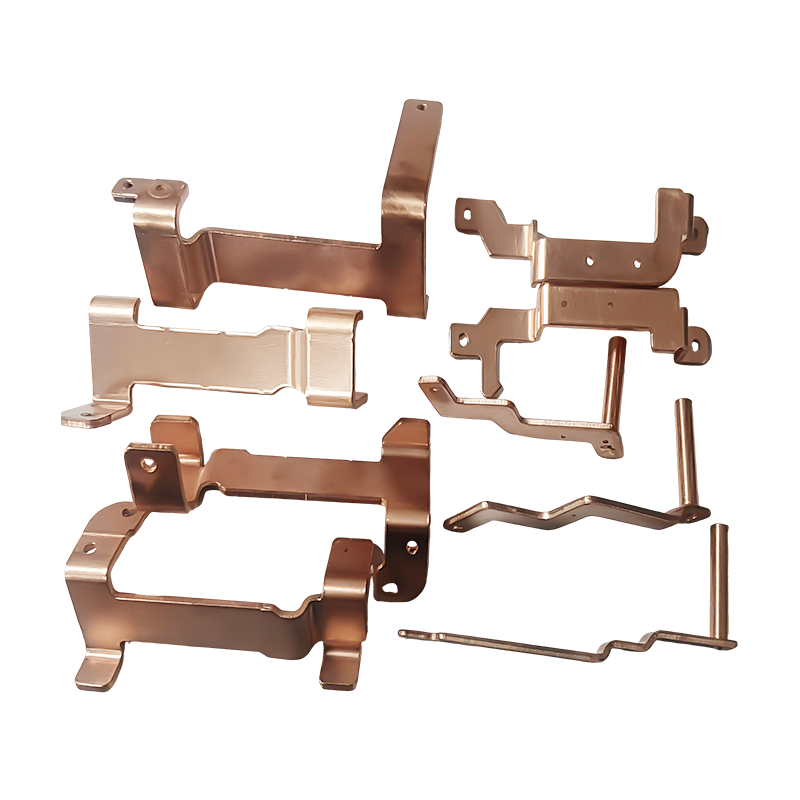
Piese de ștanțare a barelor colectoare din cupru pentru vehicule cu energie nouă
Piesele de ștanțare a barelor colectoare din cu...
-
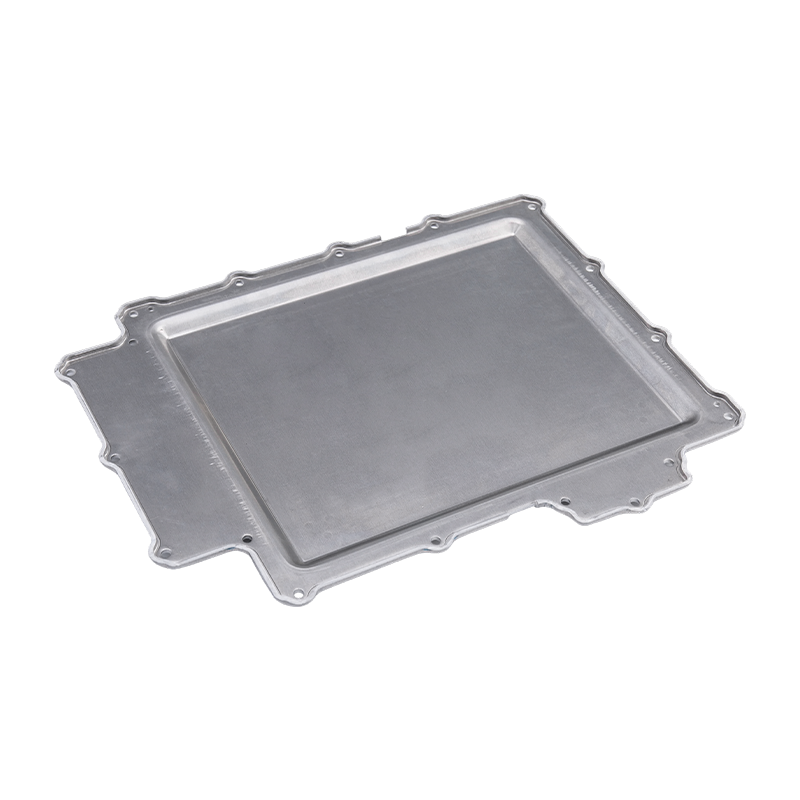
Piese de ștanțare a capacului bateriei
Piesele noastre de ștanțare a capacului baterie...
-
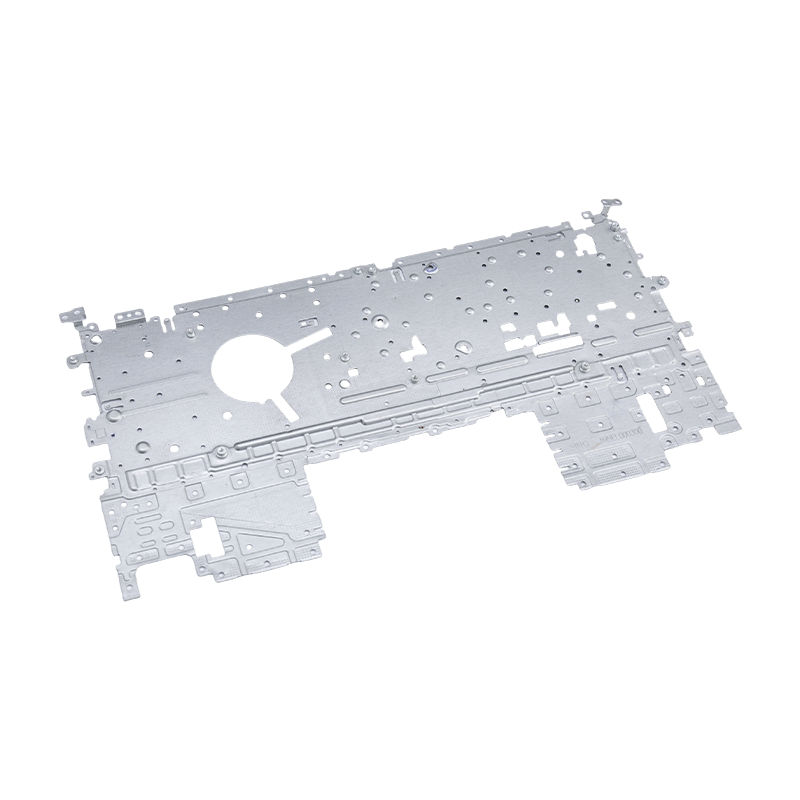
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-

Piese de ștanțare pentru camioane grele
Piesele noastre de ștanțare pentru camioane gre...
-
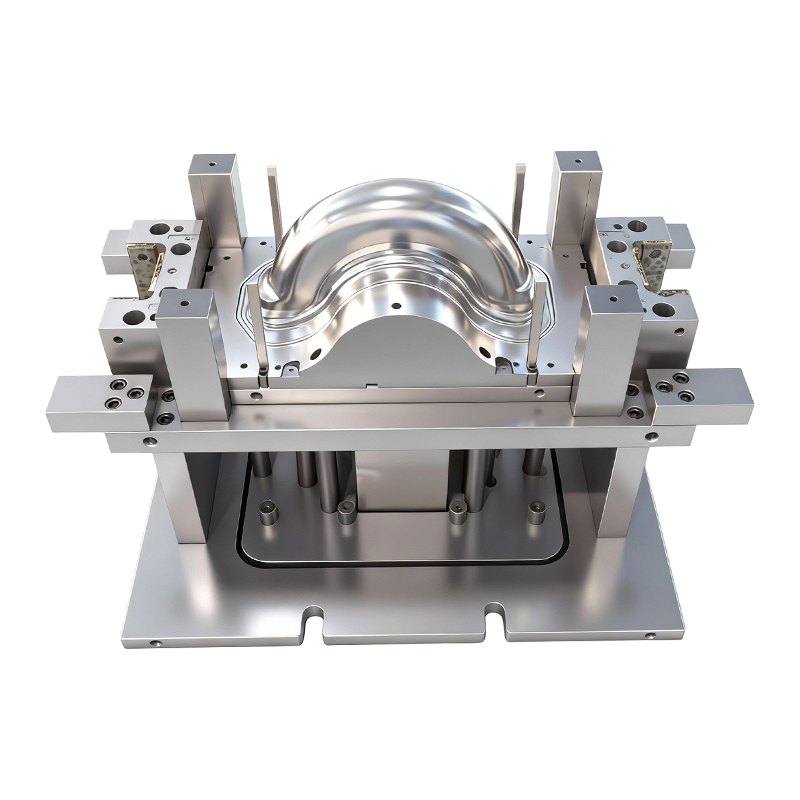
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
Piese de ștanțare a cuptorului de ultimă generație
Piesele noastre de ștanțare pentru cuptoare de ...
Știri din industrie
Acasă / Știri / Știri din industrie / Piese de ștanțare a capacului bateriei pentru carcasele bateriei pentru vehicule electrice și de stocare a energiei
Piese de ștanțare a capacului bateriei pentru carcasele bateriei pentru vehicule electrice și de stocare a energiei
2026-06-16
Un pachet de baterii care se defectează pe teren se defectează rar din cauza celulelor. Cel mai adesea, cauza principală este un capac care nu s-a etanșat, o flanșă care nu s-a aliniat sau un boț de montare care a crăpat sub vibrație. Piesele de ștanțare a capacului bateriei reprezintă prima linie de apărare structurală și de mediu pentru fiecare sistem de baterii EV, industrial și de stocare a energiei – iar standardele de toleranță pe care trebuie să le îndeplinească s-au înăsprit semnificativ pe măsură ce tensiunile pachetului și densitățile de energie au crescut.
Acest articol acoperă materialele, procesele, cerințele dimensionale și opțiunile de personalizare care definesc o piesă de ștanțare a capacului bateriei pregătită pentru producție - și ce trebuie verificat atunci când se califică un furnizor.

Ce fac de fapt piesele de ștanțare a capacului bateriei
Capacul unei carcase pentru baterii are trei lucrări simultane. Din punct de vedere structural, trebuie să-și mențină geometria sub sarcinile mecanice ale ansamblului vehiculului, vibrațiile drumului și ciclurile termice fără a deforma sau transmite stres la celulele de sub el. Din punct de vedere al mediului, trebuie să atingă și să mențină integritatea de etanșare IP67 sau IP68 - ceea ce înseamnă că nu pătrunde praf și nu pătrunde apă în condiții de imersie susținută. Din punct de vedere funcțional, trebuie să se interfațeze precis cu carcasa bateriei, conectorul de înaltă tensiune și orice canale de răcire integrate în designul pachetului.
Îndeplinirea tuturor celor trei cerințe într-o singură componentă ștanțată – mai degrabă decât o alternativă prelucrată sau turnată – este ceea ce face ca ștanțarea prin ambutisare să fie procesul preferat pentru producția de baterii de mare volum. Ștampilarea livrează dimensiuni consistente și toleranțe strânse (±0,01 mm – ±0,05 mm) la rate de producție pe care turnarea și prelucrarea nu se pot egala, menținând în același timp costul pe piesă suficient de scăzut pentru lanțurile de aprovizionare OEM care operează la scară.
Selecția materialului: oțel laminat la rece, aliaj de aluminiu sau oțel inoxidabil
Alegerea materialului substratului stabilește plafonul pentru fiecare măsură de performanță pe care o poate atinge capacul - rezistență la coroziune, greutate, formabilitate, sudabilitate și cost. Trei familii de materiale domină aplicațiile pentru capacul bateriei.
Oțel laminat la rece oferă rezistență ridicată la tracțiune și formabilitate excelentă la un cost scăzut al materiei prime. Este alegerea standard pentru carcasele pentru baterii industriale și sistemele de stocare a energiei în care greutatea este o preocupare secundară, iar rigiditatea structurală este cerința principală. Tratamentele de suprafață post-ștampilare - placare cu zinc, acoperire electronică sau acoperire cu pulbere - sunt de obicei aplicate pentru a îndeplini obiectivele de rezistență la coroziune.
Aliaje de aluminiu, în special clasele 3003 și 5052, sunt materialul dominant în husele bateriilor pentru vehicule electrice, unde greutatea pachetului afectează direct autonomia vehiculului. Aliajul 3003 oferă o formabilitate bună și o rezistență moderată, făcându-l potrivit pentru geometriile de acoperire de mică adâncime. Aliajul 5052 oferă o rezistență mai mare și o rezistență superioară la coroziune, care este preferată pentru capacele expuse la condens, lichid de răcire sau stropi de drum. Ambele clase se împrumută în mod curat și acceptă anodizarea sau stratul de conversie pentru protecție suplimentară.
Oțel inoxidabil este specificat pentru aplicații care necesită rezistență inerentă la coroziune fără tratament suplimentar de suprafață - sisteme staționare de stocare a energiei în medii umede, baterii marine sau orice aplicație în care aderența acoperirii nu poate fi garantată pe toată durata de viață a produsului. Rata sa mai mare de întărire prin muncă necesită unelte proiectate cu atenție pentru a preveni returul și pentru a menține stabilitatea dimensională după formare.
Procese avansate de ambugare și ștanțare
Majoritatea capacelor bateriilor nu sunt simple semifabricate plate. Ele încorporează canale de etanșare încastrate, flanșe înălțate, boturi integrate și contururi complexe care necesită secvențe de ștanțare progresivă sau de transfer în mai multe etape. Ambulația adâncă - tragerea unei foi plate de metal într-o formă tridimensională folosind un poanson și o matriță - este operațiunea de bază, dar componenta finită trece de obicei prin stații suplimentare pentru tăiere, perforare, monedare și flanșare înainte de a părăsi presa.
Controlul procesului la fiecare stație determină dacă piesa finită îndeplinește toleranța. Presiunea suportului gol controlează fluxul de material și previne șifonarea; presiunea insuficientă permite flanșei să se flambeze, în timp ce presiunea excesivă provoacă ruperea razei de tragere. Gestionarea lubrifierii afectează starea suprafeței - un finisaj neted al suprafeței de Ra ≤ 0,8μm este realizabil pe substraturi din aluminiu și oțel atunci când geometria sculelor și grosimea peliculei de lubrifiant sunt potrivite corect.
Toleranța la zero bavuri este o cerință nenegociabilă pentru capacele bateriilor. O bavură pe o canelură de etanșare întrerupe suprafața de contact a garniturii și creează o cale de scurgere; o bavură de pe o margine internă poate migra în stiva de celule. Obținerea unor margini fără bavuri în mod constant în producția de masă necesită unelte menținute la distanțe strânse - de obicei 5-8% din grosimea materialului pentru oțel, puțin mai largi pentru aluminiu - și intervale regulate de inspecție a matrițelor calibrate în funcție de volumul de producție.
Performanță de etanșare: Cerințe IP67 și IP68
IP67 necesită ca carcasa să reziste la scufundarea în până la un metru de apă timp de treizeci de minute fără a pătrunde. IP68 extinde acest lucru la imersiunea continuă la o adâncime convenită între producător și utilizatorul final - de obicei 1,5 m timp de 30 de minute în aplicațiile auto, deși producătorii de echipamente electrice electrice specifică frecvent condiții mai solicitante.
Obținerea acestor evaluări de la un capac ștanțat depinde de trei factori: planeitatea flanșei de etanșare, finisarea suprafeței canelurii sau a cordonului care intră în contact cu garnitura și consistența dimensională a modelului de găuri pentru șuruburi care comprimă etanșarea. O abatere a planeității flanșei de chiar și 0,1 mm pe o perioadă lungă de etanșare este suficientă pentru a crea un spațiu în care apa poate pătrunde sub presiune. Acesta este motivul pentru care toleranța dimensională a caracteristicilor de etanșare este menținută mai strânsă decât a caracteristicilor structurale - de obicei ± 0,01 mm pe adâncimea canelurii și lățimea cordonului de etanșare.
Al nostru piese de ștanțare a bateriei auto și EV de precizie sunt fabricate cu geometria canelurii de etanșare validată în funcție de specificațiile furnizorului de garnituri înainte ca sculele de producție să fie finalizate, eliminând riscurile de comprimare și de scurgere care apar din nepotrivirile dintre proiectarea dimensiunilor nominale și dimensiunile nominale ale sculelor.
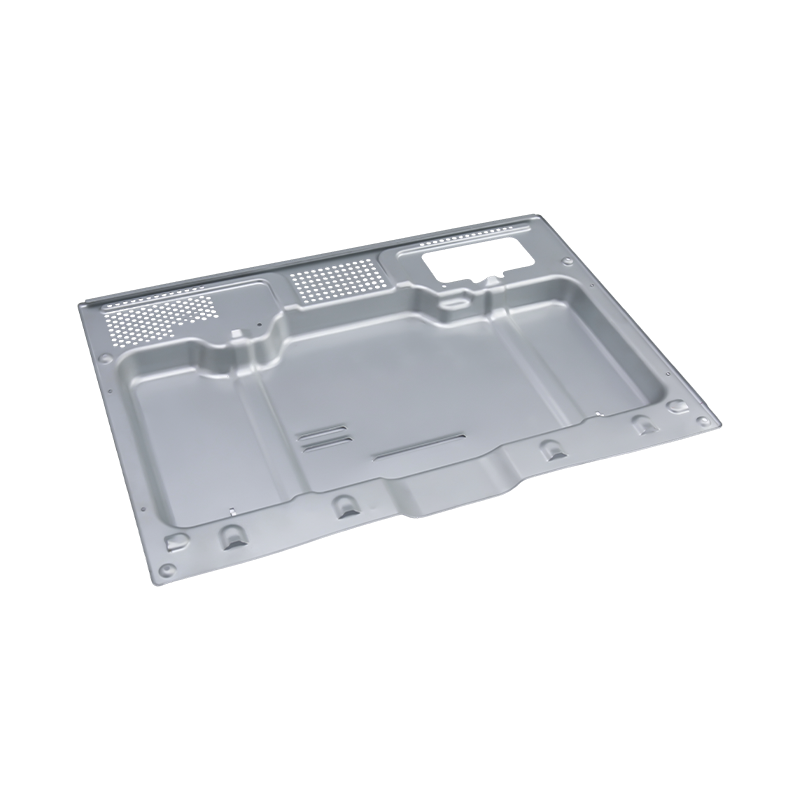
Al nostru Battery Cover Stamping Parts: Specification Overview
Al nostru battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Piesele au un finisaj neted al suprafeței (Ra ≤ 0,8μm), cu toleranță zero la bavuri și fără deformare, protejând eficient miezurile bateriei de praf, umiditate și impacturi externe, obținând în același timp integritatea de etanșare IP67/IP68. Aceștia acceptă integrarea perfectă cu carcasele bateriei și pot fi personalizate cu boturi de montare integrate, caneluri de etanșare, găuri, flanșe sau structuri de îndoire în funcție de nevoile specifice de instalare, inclusiv prevederi pentru conectori de înaltă tensiune și interfețe de răcire.
Cu stabilitate structurală excelentă și rezistență la coroziune, aceste piese de ștanțare a bateriei EV îmbunătățesc siguranța generală și durabilitatea sistemelor de baterii. Sunt potrivite pentru producție în masă (500K – 10M piese/an) , asigurând rentabilitatea și aprovizionarea fiabilă pentru OEM și producătorii de baterii, susținută de certificarea de calitate IATF 16949.
Personalizare: șefuri, caneluri, flanșe și interfețe funcționale
Nu există două modele de baterii care să aibă o geometrie identică a capacului. Platformele EV diferă în ceea ce privește formatul de celule (cilindric, prismatic, husă), aranjarea modulelor, arhitectura de gestionare termică și poziționarea conectorului - și fiecare variație se propagă în designul capacului ca o combinație diferită de caracteristici.
Cele mai comune cerințe de personalizare se împart în cinci categorii. Sefi de montaj — plăcuțe ridicate cu orificii filetate sau de degajare — localizați capacul pe carcasa bateriei și distribuiți sarcina de prindere departe de interfața de etanșare. Caneluri de etanșare trebuie să fie potrivite ca lățime, adâncime și rază cu specificațiile garniturii sau inelului O, cu toleranțe suficient de strânse pentru a garanta raportul de compresie specificat pe întreaga gamă de producție. Decupaje și găuri perforate pentru conectori, orificiile de ventilație și senzorii trebuie poziționați în raport cu perimetrul de etanșare cu aceeași precizie ca și caracteristicile de îmbinare ale capacului de pe carcasă. Flanșe și structuri de îndoire adăugați rigiditate, creați caracteristici de localizare a ansamblului sau formați puncte de atașare pentru modulele adiacente. Interfețe de răcire — adâncituri sau elemente de trecere care conectează capacul la un circuit de răcire cu lichid — necesită un control dimensional deosebit de strâns pentru a asigura o conexiune fără scurgeri la galeriile de răcire.
Toate aceste caracteristici sunt realizabile în cadrul procesului de embosare adâncă și ștanțare progresivă. Condiția esențială este ca sculele să fie proiectate de la început ținând cont de toleranțele de producție, nu de dimensiunile nominale - deoarece o caracteristică care este corectă din punct de vedere geometric pe un model 3D, dar echipată la valoarea nominală, fără marjă de capacitate de proces, va produce rebuturi în momentul în care condițiile procesului vor varia.
Al nostru capabilități de proiectare a matrițelor de ambutisare adâncă pentru autovehicule și vehicule electrice asigurați-vă că fiecare caracteristică personalizată este proiectată pentru stabilitatea producției de la prima încercare a matriței, reducând ciclurile de iterație dintre aprobarea prototipului și lansarea producției în masă.
Capacitatea de producție în masă și asigurarea calității
Producătorii OEM de baterii și furnizorii de nivel 1 au nevoie de mai mult decât o piesă care trece printr-o inspecție de probă. Au nevoie de un lanț de aprovizionare capabil să ofere 500.000 până la 10 milioane sau mai multe piese pe an cu o calitate consecventă, timpi de livrare previzibili și un sistem de management al calității care generează datele necesare pentru a sprijini auditurile clienților și trimiterile de reglementări.
Certificarea IATF 16949 este standardul de bază de calitate pentru lanțurile de aprovizionare auto. Ea impune ca controlul statistic al procesului, analiza sistemului de măsurare și procesele de aprobare a pieselor de producție să fie implementate și documentate - nu doar la lansarea furnizorului, ci în mod continuu pe toată durata producției. În special pentru ștanțarea capacului bateriei, aceasta înseamnă că dimensiunile critice ale caracteristicilor de etanșare, planeitatea flanșei și poziția găurii sunt măsurate pe un plan de eșantionare definit pentru fiecare lot de producție, cu rezultatele urmărite și revizuite în raport cu limitele de control.
La volume de producție de peste câteva sute de mii de piese pe an, automatizarea ștanțarii devine esențială pentru menținerea consistenței. Tehnologia servopresă permite controlul forței și poziției în fiecare etapă a cursei, compensând variația grosimii materialului și uzura matriței într-un mod în care presele mecanice cu viteză fixă nu pot. Al nostru echipamente de automatizare de ștanțare integrează controlul presei, detectarea în matriță și inspecția pieselor pentru a menține stabilitatea dimensională pe perioade lungi de producție fără a crește intervenția operatorului.
Certificarea materialului primit, rapoartele de inspecție a primului articol, rapoartele de măsurare dimensională și verificarea finisajului suprafeței sunt furnizate ca documentație standard pentru fiecare comandă de producție - oferind echipelor de achiziții și calitate înregistrările de trasabilitate necesare pentru a-și susține propriile angajamente clienți.
Calificarea unui furnizor de ștampilare a capacului bateriei: ce trebuie verificat
Procesul de calificare a furnizorului pentru piese de ștanțare a capacului bateriei ar trebui să depășească o analiză a unui eșantion. Acestea sunt domeniile care determină dacă un furnizor poate susține calitatea la volum, nu doar produce mostre acceptabile.
Program de proprietate și întreținere a sculelor. Confirmați cui este proprietarul sculelor de producție și care este intervalul de întreținere a matriței. Un furnizor care întârzie întreținerea pentru a maximiza timpul de funcționare al presei va produce în cele din urmă piese care nu au toleranță fără avertisment.
Capacitate de măsurare a caracteristicilor de etanșare. Solicitați date pentru calibre R&R pentru măsurătorile canelurii de etanșare și a planeității flanșei. Un sistem de măsurare cu o variație mai mare de 10% față de banda de toleranță nu poate distinge în mod fiabil piesele conforme de cele neconforme.
Trasabilitatea materialului. Aluminiul și oțelul de calitate pentru baterii trebuie să fie trasabile până la certificatul de fabrică. Pentru lanțurile de aprovizionare certificate de IATF, acest lucru este obligatoriu; pentru aplicații non-auto, este încă singura modalitate de a verifica dacă materialul îndeplinește aliajul și temperatura specificate.
Proces de tranziție de la prototip la producție. Un furnizor cu un proces documentat APQP (Planificare avansată a calității produselor) va identifica potențialele defecțiuni ale procesului înainte ca sculele de producție să fie tăiate - reducând riscul unei întârzieri de lansare cauzate de o problemă de proiectare pentru fabricație care a fost vizibilă din desen, dar nu a escaladat niciodată.
Pentru producătorii OEM de baterii și producătorii care evaluează partenerii de ștanțare, nostru servicii de dezvoltare și calificare de ștanțare personalizată sunt structurate exact în jurul acestor cerințe — de la revizuirea inițială DFM până la transmiterea PPAP și până la producția în stare de echilibru.
Postarea anterioară
High-Hardness Alloy Steel in Stamping Dies
Postarea următoare
Piese de ștanțare metalice pentru aparate electrocasnice: materiale, precizie și soluții personalizate
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
