-
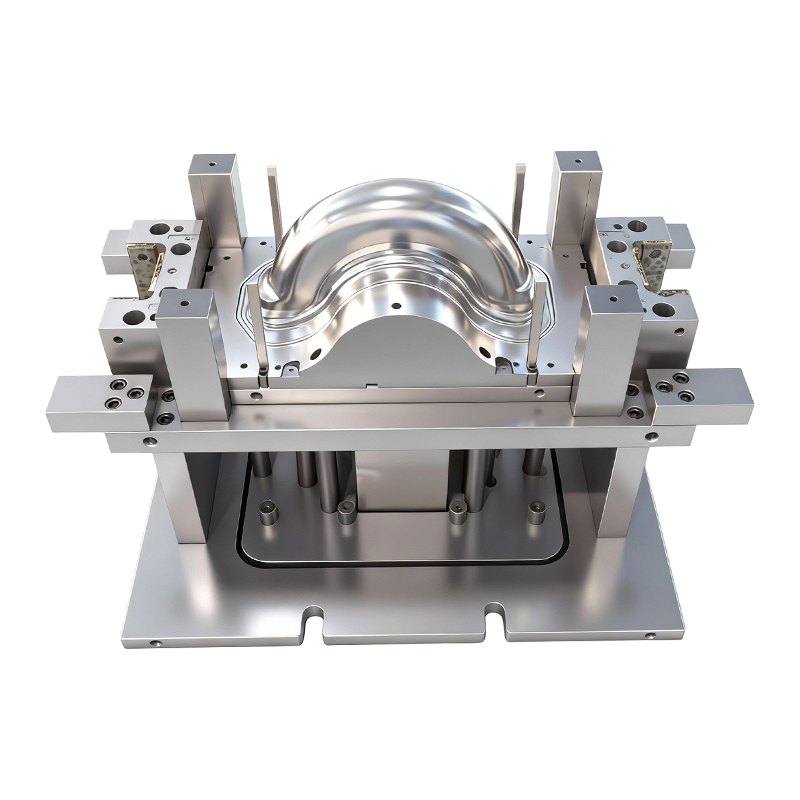
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
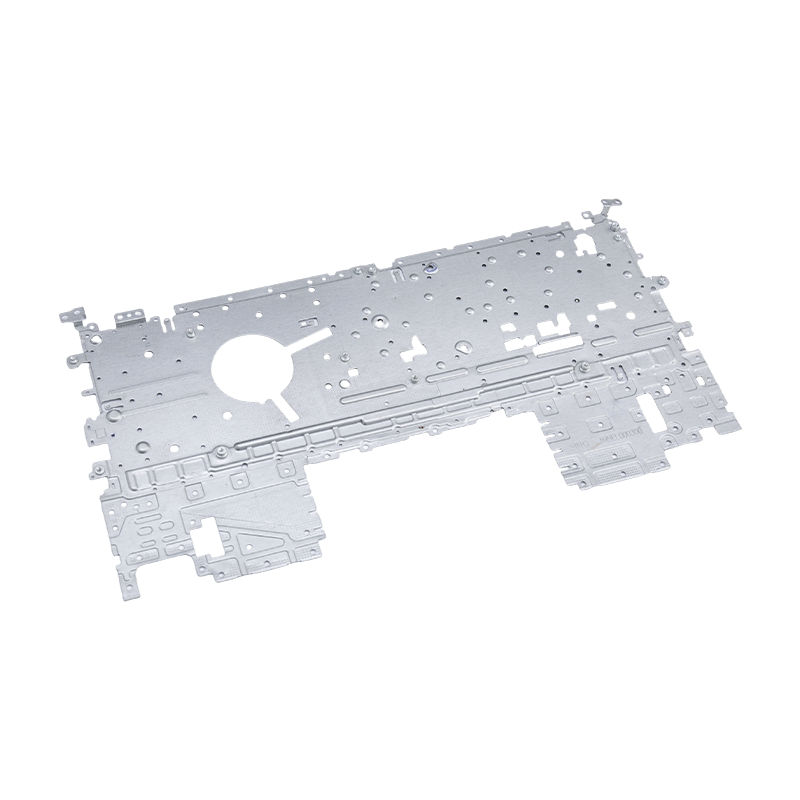
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
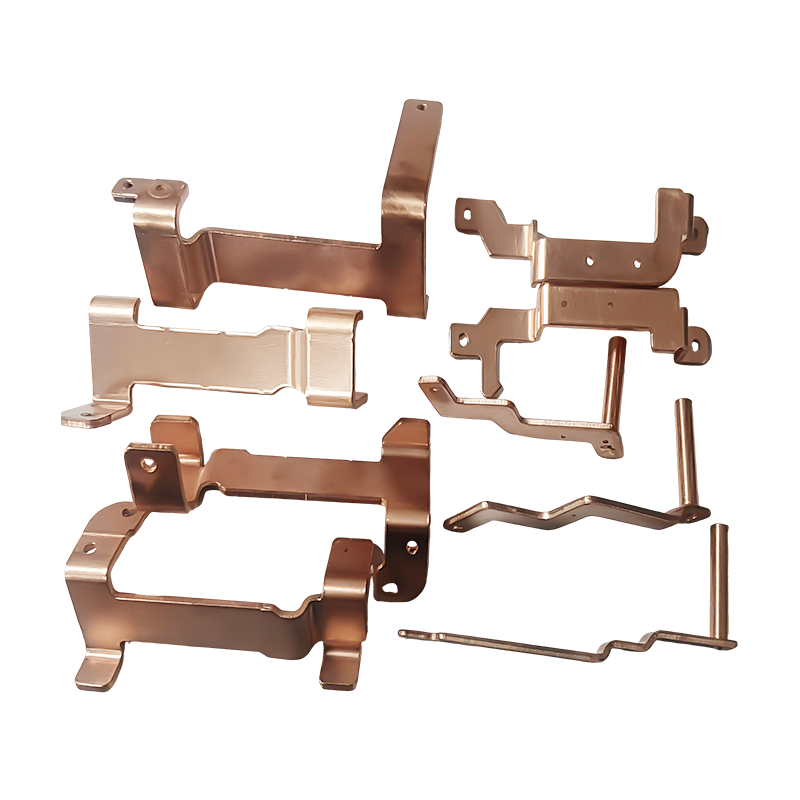
Piese de ștanțare a barelor colectoare din cupru pentru vehicule cu energie nouă
Piesele de ștanțare a barelor colectoare din cu...
-
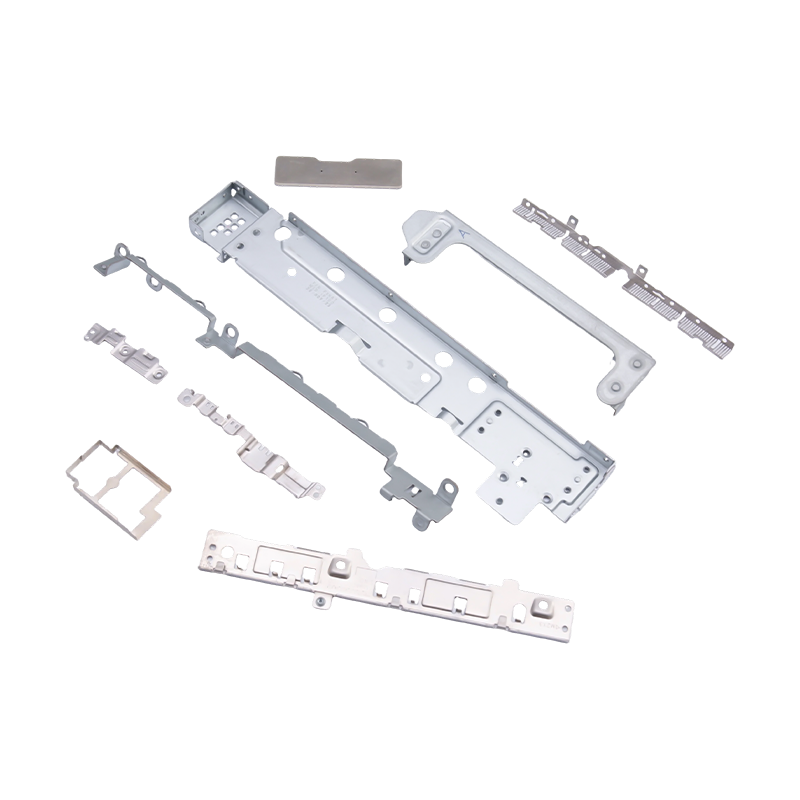
Piese mici ștanțate pentru laptopuri și telefoane mobile
Fiind componente interne esențiale pentru elect...
-
Piese de ștanțare la capătul rezervorului de gaz
Piesele de ștanțare la capătul rezervorului de ...
-
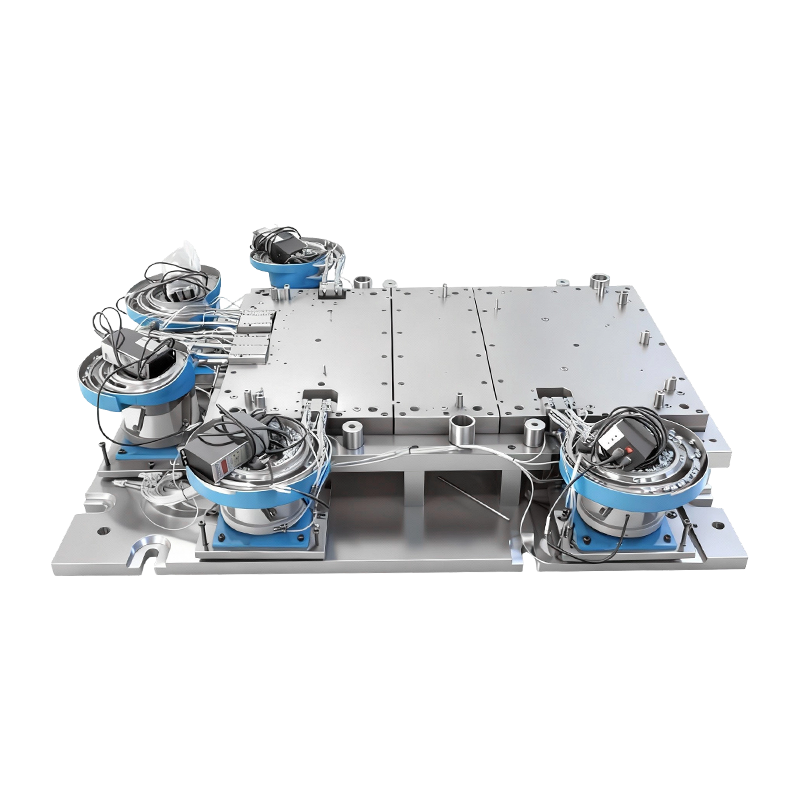
Matriță automată de nituire pentru baza de mașini mari de computer
Această matriță de nituire automată pentru baza...
Știri din industrie
Acasă / Știri / Știri din industrie / De la panourile caroseriei la carcasele bateriilor: ingineria din spatele matrițelor de ambutisare adâncă pentru automobile
De la panourile caroseriei la carcasele bateriilor: ingineria din spatele matrițelor de ambutisare adâncă pentru automobile
2026-04-21
Ce sunt matrițele pentru ștanțare auto și cum funcționează
Matrice de ștanțare auto sunt sisteme de scule de precizie utilizate pentru a modela foile metalice plate în componente tridimensionale complexe prin deformare plastică controlată. Dintre diferitele tipuri, desenul moare şi embutirea adâncă moare sunt cele mai critice pentru producerea de piese goale sau în formă de cupă — de la panourile exterioare ale ușilor și hotele până la carcasele bateriilor și armăturile structurale.
Procesul de ambutisare adâncă funcționează prin presarea unui semifabricat de metal plat într-o cavitate a matriței folosind un poanson, în timp ce un suport pentru semifabricat aplică forță controlată pentru a ghida fluxul de metal și a preveni defectele. Spre deosebire de formarea superficială, ambutisarea adâncă realizează un raport de tragere - raportul dintre diametrul semifabricatului și diametrul poansonului - care depășește în mod obișnuit 2,5:1, permițând producerea de piese semnificativ mai adânci în raport cu lățimea lor. Această capacitate este esențială pentru aplicațiile auto în care geometria complexă și integritatea structurală trebuie să coexiste.
Un ansamblu complet de matriță include de obicei patru componente principale:
- The pumnul , care deformează fizic semifabricatul metalic în jos în cavitate
- The mori (mucegai feminin), care definește forma exterioară și dimensiunile piesei formate
- The suport gol , care exercită presiune reglabilă asupra flanșei din tablă pentru a gestiona fluxul de material
- The mori set (ansamblu de bază și ghidaj), care asigură o aliniere precisă și repetabilitate pe parcursul ciclurilor de producție
Împreună, aceste componente trebuie să fie proiectate cu niveluri de toleranță menținute de obicei la ±0,02 mm , asigurând acuratețea dimensională în ciclurile de producție de mare volum, care pot ajunge la sute de mii de piese pe an.
Criterii cheie de proiectare pentru matrițe de înaltă performanță pentru emboutire adâncă
Proiectarea matrițelor eficiente de ambutisare adâncă pentru uz auto necesită echilibrarea mai multor cerințe inginerești concurente. Designul slab duce la crăpare, încrețire, înapoi sau uzură prematură a sculei - toate acestea crescând direct costurile de producție și timpul de nefuncționare. Următorii parametri sunt esenți pentru obținerea unei rezultate consistente, fără defecte.
Controlul forței suportului gol
Forța suportului golului (BHF) este una dintre cele mai influente variabile în procesul de ambutisare adâncă. Insuficiența BHF face ca tabla să se îndoaie și să se șifoneze pe măsură ce curge spre interior; BHF excesiv restrânge fluxul de material și duce la ruperea sau crăparea razei poansonului. Modern matrițe de ștanțare auto utilizați suporturi semifabricate hidraulice sau servo-controlate capabile să ajusteze dinamic presiunea pe tot parcursul ciclului de cursă - adesea variind de la 20% la 80% din forța maximă, în funcție de adâncimea de formare și tipul de material.
Finisarea suprafeței și reducerea frecării
Suprafețele matrițelor în contact cu tabla de metal trebuie să obțină un finisaj ultra-neted pentru a minimiza subțierea și uzura induse de frecare. Standarde din industrie pentru înaltă performanță embutirea adâncă moare necesită o rugozitate a suprafeței de Ra ≤ 0,05μm , realizat prin lustruire, cromare dură sau acoperiri cu depunere fizică de vapori (PVD), cum ar fi TiCN sau DLC (carbon asemănător diamantului). Aceste acoperiri prelungesc semnificativ durata de viata a sculei, reducand intervalele de inlocuire in mediile de productie in masa.
Arhitectură de scule modulare
Structurile matrițelor modulare permit înlocuirea independentă a componentelor individuale, cum ar fi poansoane, inserții sau segmente de suport semifabricate, în loc să necesite înlocuirea completă a matriței. Pentru OEM-urile de automobile care rulează mai multe variante de model pe platforme partajate, modularitatea reduce investiția în scule cu 25-40% și scurtează timpul de schimbare de la ore la minute. Această abordare de proiectare simplifică, de asemenea, programarea întreținerii și permite o adaptare mai rapidă la ordinele de modificare a ingineriei (ECO).
Aplicații în vehicule tradiționale vs. vehicule electrice
În timp ce mecanica fundamentală a ambutisării adânci rămâne consistentă, cerințele specifice pentru vehiculele tradiționale și vehiculele electrice (EV) diferă substanțial - reflectând diferențele de materiale, geometrii și priorități structurale.
| Parametru | Vehicule tradiționale | Vehicule electrice |
|---|---|---|
| Materiale primare | Oțel moale, oțel HSLA | Aliaj de aluminiu, aliaj de magneziu-aluminiu |
| Raportul tipic de desen | 1,8:1 – 2,2:1 | 2.5:1 și mai sus |
| Componente formate cheie | Panouri uși, hote, capace portbagaj | Carcase baterie, carcase motor, tăvi de podea |
| Cerință de toleranță | ±0,05 mm (panouri caroserie) | ±0,02 mm (battery enclosures) |
| Die provocare materială | Rezistenta la uzura pentru formarea otelului | Prevenirea uzului cu aliaje moi |
Pentru aplicații specifice EV, desenul moare conceput pentru carcasele bateriilor din aliaj de magneziu-aluminiu se confruntă cu provocări unice. Aceste aliaje ușoare au o ductilitate mai mică decât oțelul și sunt mai predispuse la întoarcerea elastică și la zgârieturi la suprafață. Matrițele pentru aceste componente sunt în mod obișnuit proiectate cu scule încălzite (formare la cald la 200–300°C) pentru a îmbunătăți fluxul de material, împreună cu canale specializate de livrare a lubrifiantului integrate în structura matriței pentru a menține condiții de frecare consistente pe perioade lungi de producție.
Tehnologii de simulare și monitorizare inteligentă în ingineria matrițelor
Modern matrițe de ștanțare auto sunt dezvoltate împreună cu platforme avansate de simulare înainte ca orice instrument fizic să fie produs. Software-ul de analiză cu elemente finite (FEA) – inclusiv instrumente precum AutoForm, Pam-Stamp și LS-DYNA – le permite inginerilor să simuleze virtual întregul proces de formare, prezicând distribuția de subțiere, zonele de risc de încrețire, mărimea returului și cerințele de presiune a suportului semifabricat cu o precizie ridicată.
Un flux de lucru tipic de simulare pentru o componentă complexă în adâncime include:
- Intrare pentru caracterizarea materialului — limita de curgere, valoarea n (exponent de întărire prin deformare), valoarea r (raportul de anizotropie a plasticului) pentru aliajul specific și temperatură
- Analiza diagramei limite de formare (FLD). — identificarea zonelor sigure, marginale și de defecțiune din cadrul piesei formate
- Modelare compensare elastică — estimarea recuperării elastice și precompensarea geometriei matriței pentru a obține forma finală a fileului
- Die tryout iterație virtuală — reducerea ciclurilor de încercare fizică de la 10-15 la mai puțin de 5 per parte, economisind timp semnificativ și costuri materiale
Dincolo de proiectare, sistemele inteligente de monitorizare sunt din ce în ce mai integrate în producție embutirea adâncă moare ei înșiși. Senzorii de forță piezoelectrici măsoară distribuția în timp real a forței suportului semifabricat, în timp ce senzorii de emisie acustică detectează semne timpurii de uzură sau fisurarea materialului înainte ca piesele defecte să fie produse. Datele de la acești senzori sunt introduse în sistemele de execuție a producției (MES), permițând controlul procesului în buclă închisă care ajustează parametrii presei în mod dinamic - menținând stabilitatea dimensională chiar dacă proprietățile lotului de material variază între loturile de bobine.
Selectarea materialului și tratarea suprafeței pentru durată lungă de viață a sculei
Durata de viață a desenul moare în producția de automobile de mare volum este un factor economic critic. Un set de matrițe tipice pentru panouri de caroserie poate produce între 500.000 și 1.000.000 de piese înainte de a necesita o renovare majoră. Realizarea acestui lucru necesită o selecție atentă a materialelor matriței și a tratamentelor de suprafață potrivite cu materialul piesei de prelucrat și volumul de producție.
Materialele de matriță obișnuite utilizate în ștanțarea auto includ:
- Fontă ductilă (GGG70L) — rentabil pentru matrițe de volum mic până la mediu, prelucrabilitate bună, dar duritate mai mică (58–62 HRC după tratament)
- Oțel pentru scule (D2, DC53) — duritate mai mare și rezistență la uzură, preferată pentru matrițele de formare de oțel de mare volum
- Inserții din carbură — aplicat în zonele de contact cu uzură ridicată, cum ar fi razele matriței și margelele de tragere, prelungind durata de viață locală cu 3–5 ori în comparație cu oțelul pentru scule singur
- Aliaje aluminiu-bronz — utilizat pentru matrițele care formează piese de prelucrat din aluminiu sau magneziu, prevenind uzura din cauza asocierii diferite a materialelor
Tratamentele de suprafață aplicate după prelucrare și tratament termic îmbunătățesc și mai mult performanța. Nitrurarea crește duritatea suprafeței la 70 HRC, menținând în același timp duritatea miezului. Acoperirile PVD, cum ar fi TiAlN, oferă o duritate care depășește 3.000 HV și reduc coeficienții de frecare de la ~0,15 la sub 0,05 - traducându-se direct în subțierea redusă a componentelor ușoare EV, unde uniformitatea grosimii peretelui este critică pentru etanșarea carcasei bateriei și performanța structurală.
Adaptarea matrițelor de ștanțare pentru automobile pentru tendințe de ușurință și rezistență ridicată
Transformarea accelerată a industriei de automobile către ușurare – determinată atât de eficiența gamei vehiculelor electrice, cât și de reglementările privind emisiile – modifică fundamental cerințele impuse matrițe de ștanțare auto . Oțelurile avansate de înaltă rezistență (AHSS) cu rezistențe la tracțiune de peste 1.000 MPa, precum și aliajele de aluminiu din seriile 6xxx și 7xxx, înlocuiesc din ce în ce mai mult oțelul moale convențional în aplicațiile structurale. Aceste materiale necesită forțe de formare semnificativ mai mari, control BHF mai precis și strategii îmbunătățite de compensare a returului în comparație cu predecesorii lor.
Pentru producătorii care furnizează matrițe pe această piață în evoluție, răspunsul a fost multidirecțional. Structurile matrițelor sunt reproiectate cu o rigiditate mai mare pentru a rezista la sarcini de formare crescute fără erori dimensionale induse de deformare. Canalele de răcire și încălzire sunt integrate în corpurile matrițelor pentru a permite formarea la cald sau la cald a aluminiului și oțelului cu bor. Iar procesele de testare bazate pe simulare comprimă termenele de dezvoltare, chiar dacă complexitatea pieselor crește.
Pana la urma, embutirea adâncă moare pentru componentele auto și vehiculele electrice de generația următoare trebuie să ofere simultan toleranțe mai stricte, durată de viață mai lungă, instalare mai rapidă și compatibilitate cu o gamă mai largă de materiale avansate. Atingerea acestui echilibru necesită o abordare de inginerie integrată — care combină producția de precizie, acoperirile avansate, monitorizarea proceselor în timp real și expertiza în știința materialelor — care poziționează tehnologia matrițelor de ambutisare adâncă ca un factor de bază al transformării industriei auto..

Postarea anterioară
Piese de ștanțare metalice: tipuri și aplicații
Postarea următoare
De ce aliajul de aluminiu înlocuiește oțelul în piesele electronice de ștanțare?
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
