-
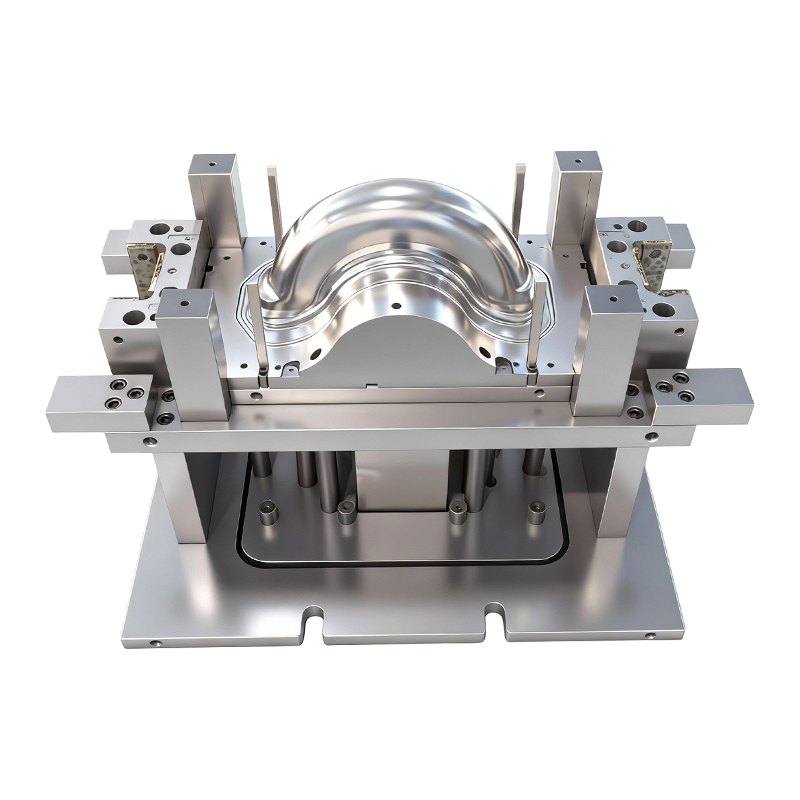
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
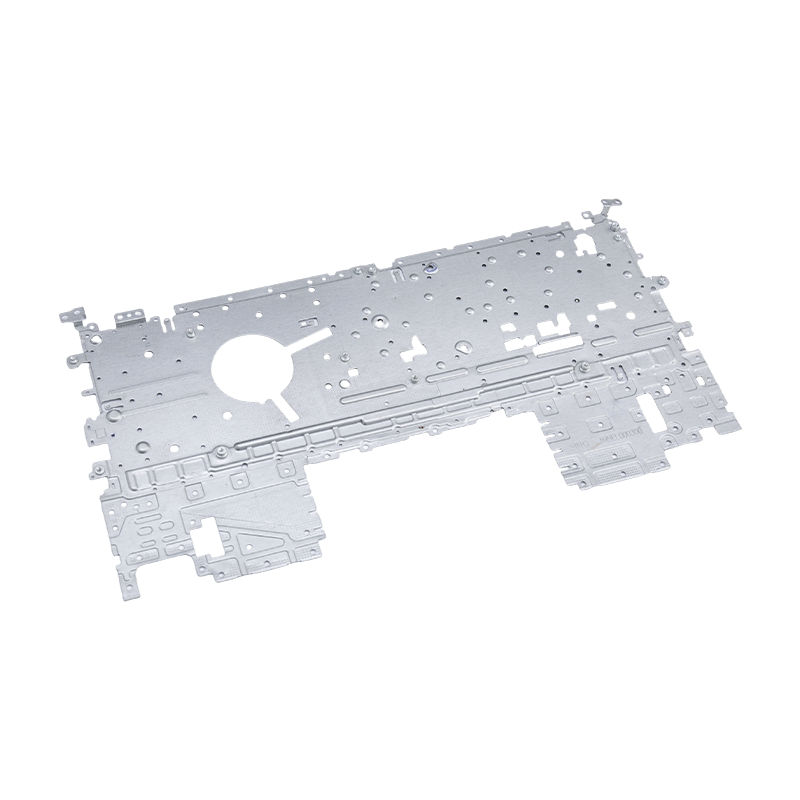
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
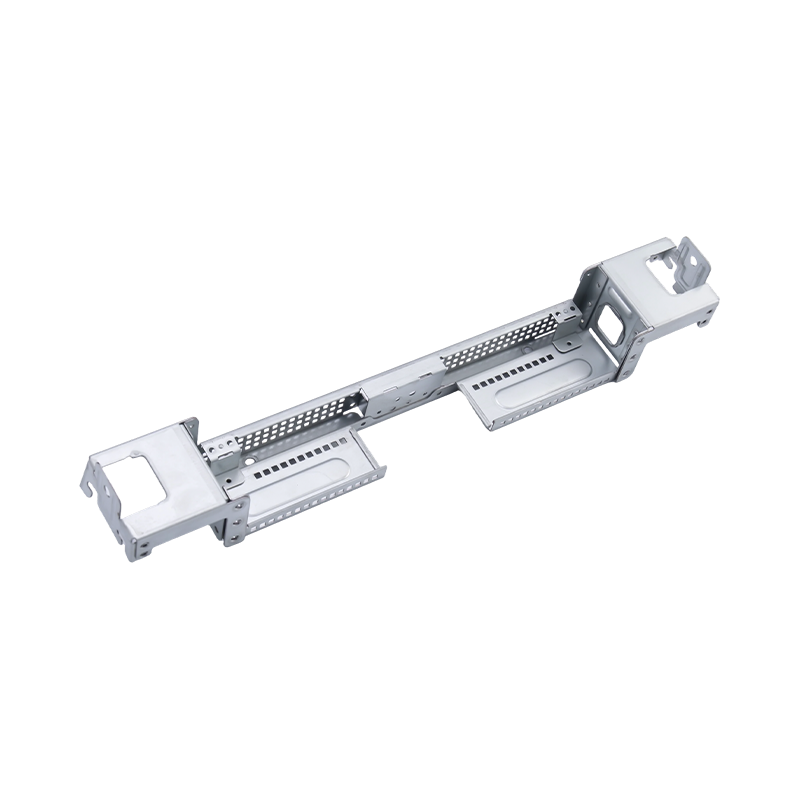
Piese de ștanțare de computer mari de înaltă calitate
Piesele noastre de ștanțare mari pentru compute...
-
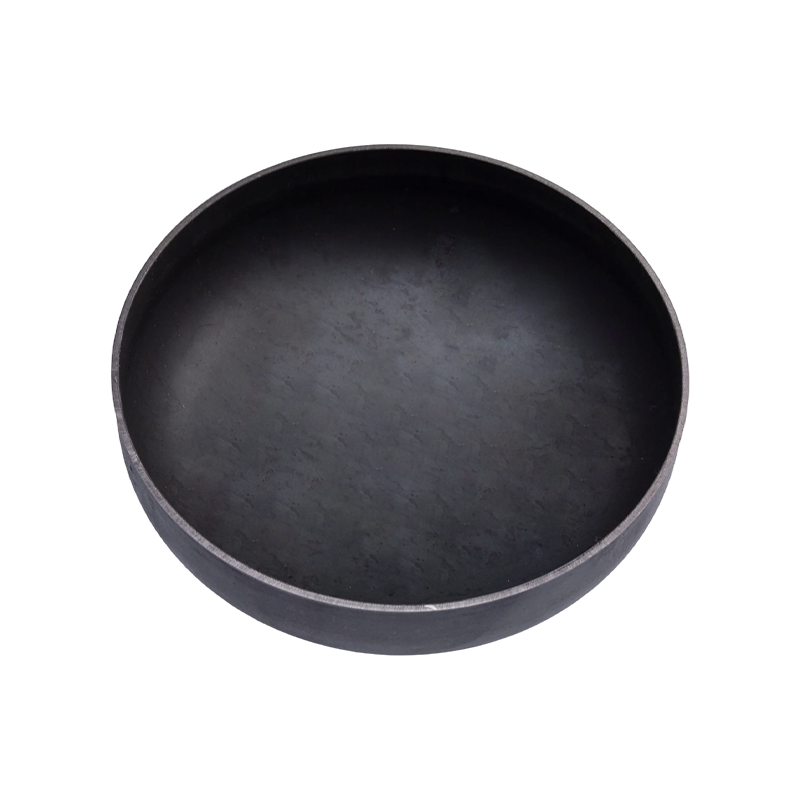
Piese de ștanțare la capătul rezervorului de gaz
Piesele de ștanțare la capătul rezervorului de ...
-
Piese de ștanțare a barelor colectoare din cupru pentru vehicule cu energie nouă
Piesele de ștanțare a barelor colectoare din cu...
-
Matriță automată de nituire pentru baza de mașini mari de computer
Această matriță de nituire automată pentru baza...
Știri din industrie
Acasă / Știri / Știri din industrie / Ușoare, de înaltă precizie: Strategiile de matriță de embotire adâncă care conduc la inovarea panoului de caroserie EV
Ușoare, de înaltă precizie: Strategiile de matriță de embotire adâncă care conduc la inovarea panoului de caroserie EV
2026-05-07
Ceea ce face ca matrițele pentru embotire adâncă auto să fie diferite de sculele standard
Matricele de ambutisare adâncă utilizate în fabricarea de automobile și vehicule electrice nu sunt interschimbabile cu sculele din tablă de uz general. Sunt sisteme concepute special compuse din patru componente principale - poanson, matrițe, suporturi pentru semifabricate și seturi de matrițe - fiecare optimizat pentru a funcționa în mod concertat sub sarcini extreme de formare. Într-o presă de ștanțare tipică pentru automobile, poansonul coboară în cavitatea matriței în timp ce suportul semifabricat aplică o presiune în jos controlată pe flanșa tablei, ghidând fluxul de metal în cavitate fără șifonare sau ruptură. Setul de matrițe oferă cadrul structural rigid care menține alinierea sub sarcini ciclice care pot depăși câteva sute de tone pe cursă.
Ceea ce distinge categoria auto embutirea adâncă moare este toleranța de precizie cerută pentru întregul instrument. Precizia dimensională este de obicei menținută ±0,02 mm pe suprafețele critice de formare, o cerință determinată de faptul că abaterile cumulate ale unui panou de caroserie - un panou exterior de ușă, de exemplu - se traduc direct în defecte vizibile ale suprafeței sau goluri de asamblare care afectează atât estetica, cât și potrivirea structurală. Finisarea suprafeței pe razele poansonului și matriței este la fel de critică: o valoare Ra de ≤0,05 μm (aproape de calitatea oglinzii) minimizează subțierea indusă de frecare și întărirea, în special atunci când se prelucrează aliaje de înaltă rezistență sau ușoare.
Pentrumabilitatea aliajului de aluminiu și rolul punctului de topire a aluminiului în proiectarea procesului
Aliaj de aluminiu a devenit materialul ușor dominant atât pentru panourile tradiționale ale caroseriei auto, cât și pentru componentele structurale pentru vehicule electrice, datorită raportului său favorabil rezistență-greutate, rezistență la coroziune și reciclabilitate. Cu toate acestea, aluminiul prezintă provocări unice în ambutisarea adâncă, care sunt direct legate de proprietățile sale material - inclusiv comportamentul său termic în raport cu punctul de topire al aluminiului .
Aluminiul pur se topește la aproximativ 660 °C , dar aliajele de aluminiu utilizate în ștanțarea auto – în principal seriile 5xxx (Al-Mg) și 6xxx (Al-Mg-Si) – au intervale de topire care încep puțin mai mici în funcție de compoziția aliajului. Deși punctul de topire al aluminiului în sine nu este atins direct în timpul ștanțarii la rece, acesta este foarte relevant pentru două zone adiacente procesului: formarea la cald și gestionarea răcirii matriței. La formarea la cald a aluminiului, semifabricatele sunt încălzite la 200–300 °C (o fracțiune atent selectată a punctului de topire) pentru a crește ductilitatea și a reduce înapoi elastic, permițând producerea de geometrii complexe care s-ar crăpa în condiții de formare la temperatura ambiantă. Proiectanții matrițelor trebuie să țină cont de expansiunea termică la aceste temperaturi, recalibrând în mod corespunzător distanțele și parametrii forței suportului semifabricat.
Chiar și în ambutisarea adâncă la rece convențională, căldura de frecare generată la interfețele semifabricate și matrițe poate crește semnificativ temperaturile suprafeței locale. Pentru aliajele de aluminiu, care au un punct de topire relativ scăzut în comparație cu oțelul, încălzirea excesivă localizată accelerează uzura - transferul de adeziv al aluminiului pe suprafețele matriței - care degradează finisarea suprafeței, crește forțele de formare și scurtează durata de viață a sculei. Acest lucru face ca strategia de lubrifiere și alegerea acoperirii suprafeței matriței să fie deosebit de importante în timpul procesării aliaj de aluminiu cearșafuri.
Aliaje comune de aluminiu pentru automobile și caracteristicile lor de formare
| Seria de aliaje | Gradul tipic | Interval de topire (°C) | Aplicație cheie |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Interiorul capotei, interiorul ușilor, carcasele vehiculelor electrice |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Panouri exterioare ale caroseriei, închideri structurale |
| Mg-Al (magneziu-aluminiu) | AZ31, AM60 | 470–630 | Carcase baterie EV, tablouri de bord |
Design de matriță specific pentru EV: raporturi de embotire adâncă, carcase baterie și greutate redusă
Producția de vehicule electrice impune cerințe privind matrițele de ambutisare adâncă care depășesc ceea ce necesită ștanțarea auto tradițională. Cea mai solicitantă aplicație din punct de vedere tehnic este formarea carcasei bateriilor din aliaj de magneziu-aluminiu - carcase mari, adânci, complexe din punct de vedere structural, care protejează rețelele de celule ale bateriei, contribuind în același timp la bugetul total de greutate al vehiculului. Aceste componente necesită rapoarte de ambutisare care depășesc 2,5:1 (raportul dintre diametrul semifabricatului și diametrul perforației), care împinge materialul la limitele sale de ductilitate și necesită o inginerie excepțională a matriței pentru a evita fisurarea flanșei sau subțierea excesivă a peretelui.
Minimizarea subțierii materialului pe peretele tras este esențială pentru carcasele bateriei, deoarece uniformitatea grosimii peretelui afectează direct rigiditatea structurală și performanța la impact. Proiectanții matrițelor abordează acest lucru prin mai multe strategii coordonate: optimizarea razei poansonului pentru a distribui mai uniform forța, implementarea de profile variabile de forță a suportului semifabricat (BHF) care cresc presiunea progresiv pe măsură ce adâncimea de tragere crește și aplicarea secvențelor de desen în mai multe etape pentru geometrii deosebit de adânci, mai degrabă decât încercarea de formare cu o singură operație.
Trecerea către ușurare a determinat, de asemenea, adoptarea structurilor de matrițe modulare în programele EV. În loc să prelucreze un bloc de matriță monolitic, modelele modulare folosesc inserții interschimbabile pentru zonele cu uzură ridicată, cum ar fi razele de intrare a matriței și colțurile perforate. Această abordare reduce costul sculelor pe program de vehicul cu 20–35% în scenariile cu volum mare, deoarece inserțiile uzate pot fi înlocuite fără a casa întregul set de matrițe. De asemenea, matrițele modulare permit o adaptare mai rapidă atunci când iterațiile de proiectare au loc în timpul ciclului de dezvoltare a EV, care tinde să se miște mai repede decât programele auto tradiționale.
Controlul forței suportului gol: prevenirea șifonării și crăpăturilor simultan
Forța suportului semifabricat este cea mai influentă variabilă de proces în ambutisarea adâncă, iar calibrarea sa corectă este ceea ce separă un proces de producție stabil de unul predispus la deșeuri. Prea puțină BHF permite flanșei să se flambeze sub presiune circumferențială de compresiune, producând riduri care nu pot fi aplatizate în operațiunile ulterioare. Prea multă BHF împiedică curgerea metalului în cavitatea matriței, provocând fracturi de tracțiune în perete - de obicei la raza poansonului, unde materialul este cel mai subțire.
For aliaj de aluminiu foile, fereastra BHF acceptabilă este mai îngustă decât pentru oțelul cu conținut scăzut de carbon, deoarece aluminiul are un exponent de întărire la deformare mai scăzut și este mai sensibil la subțierea localizată. Mașină modernă embutirea adâncă moare rezolvați acest lucru cu suporturi semifabricate hidraulice sau servocontrolate care pot regla dinamic presiunea în timp real pe baza feedback-ului de la celulele de sarcină încorporate în structura matriței. Acest control în buclă închisă este deosebit de valoros atunci când trageți componente din aliaj de magneziu-aluminiu la temperaturi ridicate, unde tensiunea de curgere a materialului se modifică continuu pe măsură ce semifabricatul se răcește în timpul cursei.
Următorii factori trebuie să fie echilibrați atunci când se setează parametrii suportului pentru o nouă operațiune de embotire adâncă:
- Limita de curgere a materialului și alungirea: Aliajele cu rezistență mai mare necesită BHF mai mare pentru a preveni șifonarea, dar sunt în același timp mai vulnerabile la fisurare, solicitând o lățime de bandă de control mai strânsă.
- Geometrie goală și adâncimea desenului: Semifabricatele necirculare — comune în aplicațiile pentru panourile ușilor și carcasele bateriei — dezvoltă distribuții neuniforme ale tensiunilor pe flanșă, necesitând suporturi semifabricate segmentate sau cu geometrie variabilă.
- Grosimea peliculei de lubrifiere: Filmele de lubrifiant mai groase reduc frecarea și scad BHF necesar pentru a preveni uzura, dar lubrifierea excesivă poate provoca efecte de hidroplanare care destabiliza fluxul de metal.
- Viteza cursei apăsării: Vitezele mai mari de ștanțare măresc ratele de deformare, ceea ce afectează tensiunea de curgere a aluminiului și restrânge intervalul sigur de BHF - un aspect critic atunci când se trece de la prototip la liniile de presă de producție în masă.
Dezvoltarea matrițelor bazate pe simulare și monitorizarea inteligentă în producția de masă
Dezvoltarea matrițelor auto moderne nu se mai bazează doar pe încercarea fizică. Simularea modelării bazată pe analiza elementelor finite (FEA) – folosind platforme software precum AutoForm sau Dynaform – permite inginerilor matrițelor să testeze practic condițiile de formare înainte ca o singură bucată de oțel pentru scule să fie tăiată. Simularea prezice cu exactitate distribuția de subțiere, zonele de risc de încrețire, mărimea returului și cerințele forței de formare, permițând proiectanților să optimizeze geometria poansonului, razele de intrare a matriței și profilele BHF din punct de vedere computațional. Pentru aliaj de aluminiu componente cu curbură complexă, simularea poate reduce iterațiile de încercare fizică cu 40-60%, comprimând în mod semnificativ cronologia de dezvoltare a matriței.
Odată ce matrițele intră în producția de masă, sistemele inteligente de monitorizare mențin stabilitatea procesului în mii de curse pe schimb. Senzorii de emisie acustică detectează apariția usturii sau a uzării suprafeței înainte ca acestea să devină vizibile. Rețele de extensometru din structura matriței urmăresc forța de formare în timp real, semnalând abaterile care indică variația materialului martor sau defectarea lubrifiantului. Sistemele de viziune efectuează inspecție optică 100% a pieselor desenate imediat după ejectare, măsurând dimensiunile critice în raport cu valorile nominale CAD și semnalând automat piesele care nu au toleranță pentru îndepărtare înainte ca acestea să ajungă la ansamblul din aval.
Această integrare a simulării și a monitorizării în presă reflectă o tranziție mai largă a industriei: embutirea adâncă moare nu mai sunt unelte pasive, ci componente active ale unui sistem de producție bazat pe date. Pentru producătorii de automobile și vehicule electrice angajați să respecte obiectivele de producție fără defecte, investiția în modele de matrițe validate prin simulare și instrumente de producție echipate cu senzori nu este o opțiune premium - este o cerință de bază competitivă, deoarece industria își accelerează trecerea către ușurință cu instrumente avansate. aliaj de aluminiu materiale.

Postarea anterioară
Piese de ștanțare a scaunului auto: Ghid de calitate și potrivire
Postarea următoare
Piese de ștanțare metalice: tipuri și aplicații
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
