-
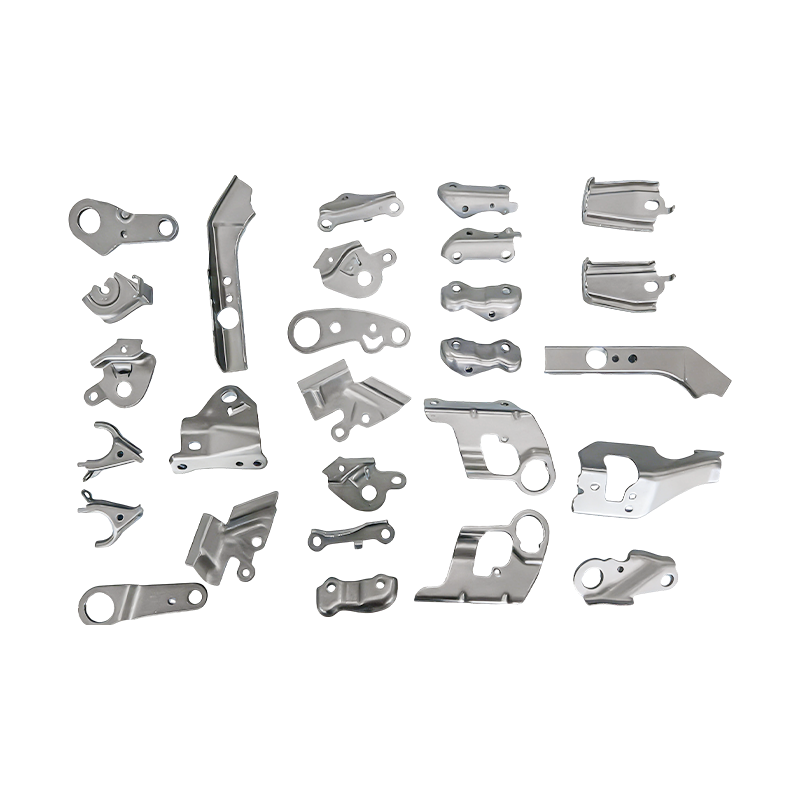
Piese auto mici piese de ștanțare progresivă
Piesele noastre de ștanțare progresivă pentru p...
-
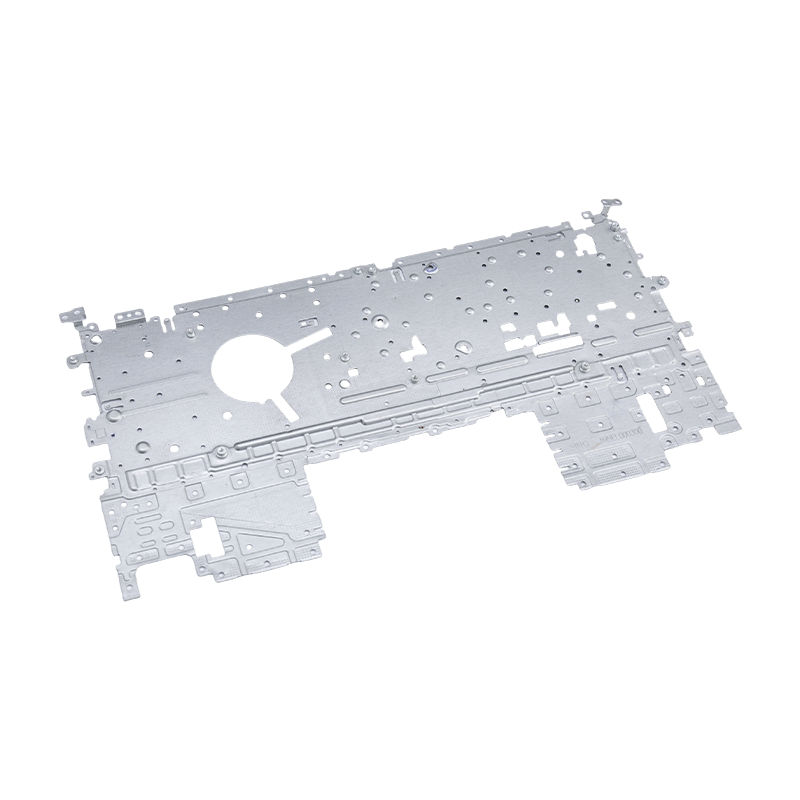
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
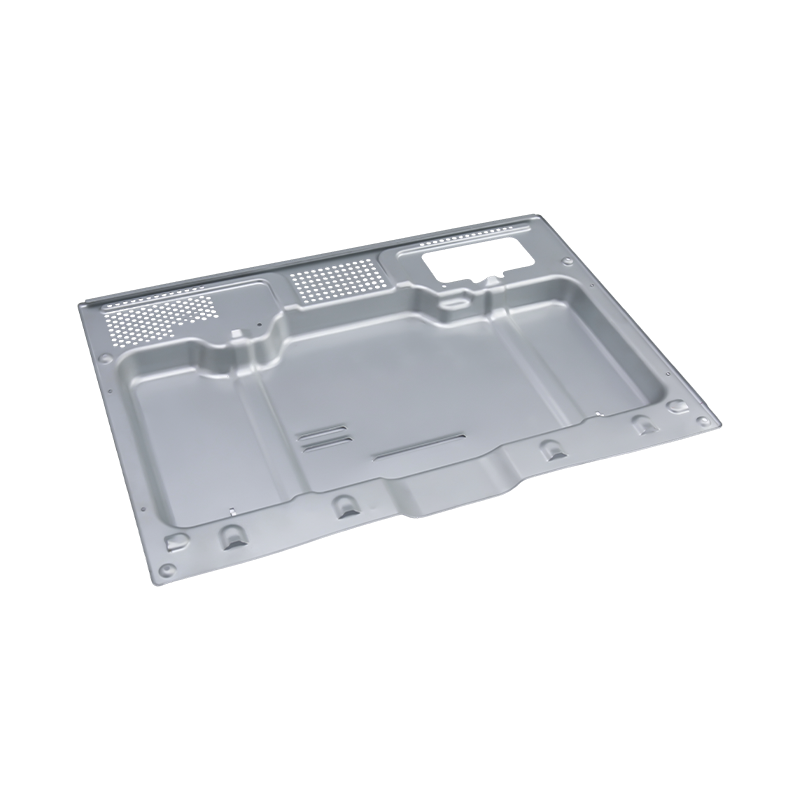
Piese de ștanțare a cuptorului de ultimă generație
Piesele noastre de ștanțare pentru cuptoare de ...
-
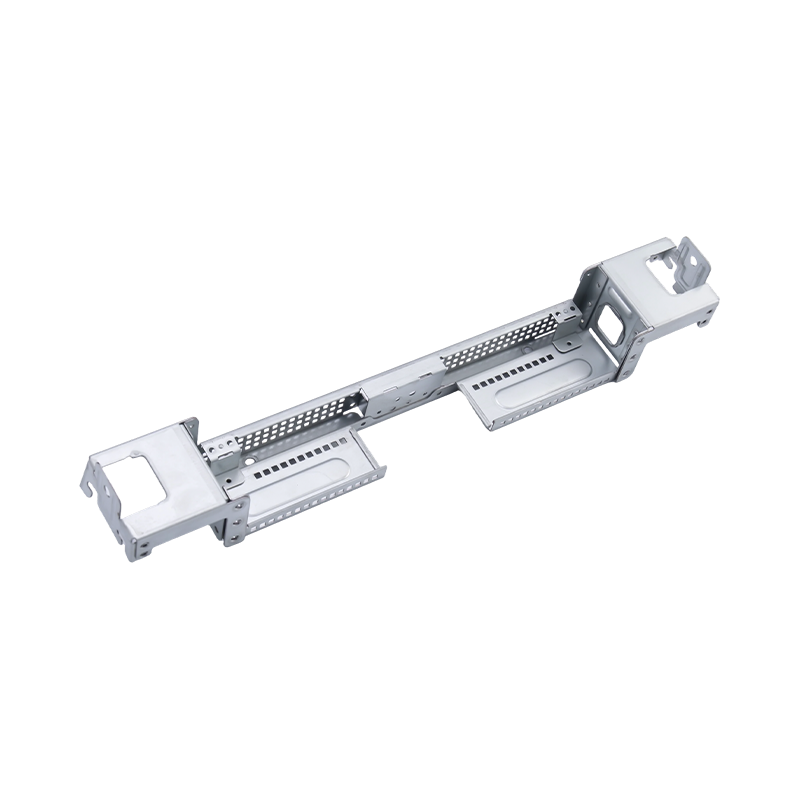
Piese de ștanțare de computer mari de înaltă calitate
Piesele noastre de ștanțare mari pentru compute...
-
Piese de ștanțare scaun auto
Piesele de ștanțare a scaunelor auto sunt compo...
-

Piese de ștanțare a carcasei motorului auto
Piesele de ștanțare ale carcasei motorului de a...
Știri din industrie
Acasă / Știri / Știri din industrie / Comparație de costuri: piese de ștanțare metalice VS produse de piese de desen metalic în 2026
Comparație de costuri: piese de ștanțare metalice VS produse de piese de desen metalic în 2026
2026-02-25
De ce comparațiile costurilor între aceste două procese sunt adesea înșelătoare
Atunci când producătorii evaluează piesele de ștanțare metalice în comparație cu produsele pentru piese de trefilare din metal, conversația începe aproape întotdeauna cu prețul unitar - și tocmai aici se găsesc cele mai multe comparații de costuri. Prețul pe bucată vizibil pe o ofertă a furnizorului reflectă doar un strat al unei structuri de costuri cu mai multe straturi, care include amortizarea sculelor, utilizarea materialului, operațiuni secundare, pierderea calității și implicațiile timpului de livrare. O piesă de ștanțare metalică care cotează la 0,45 USD pe bucată poate transporta 85.000 USD în scule de matriță progresivă care necesită 900.000 de unități pentru a amortiza, în timp ce un produs de piese de tragere din metal la 0,78 USD pe bucată poate necesita nici o prelucrare secundară și zero etape de asamblare, deoarece geometria desenată integrează caracteristici pe care ștanțarea nu le poate produce într-o singură operațiune. Evaluarea cu precizie a acestor două procese în 2026 necesită construirea unui model de cost total de proprietate, mai degrabă decât compararea prețurilor unitare ale articolelor rând în mod izolat.
Această comparație a devenit, de asemenea, mai complexă în 2026, deoarece volatilitatea prețurilor materialelor - în special pentru oțel laminat la rece, inoxidabil și aluminiu - a schimbat economia relativă a celor două procese în moduri care nu erau prezente în urmă cu doi sau trei ani. Ambutisarea adâncă este un proces intensiv de material, în care dimensiunea semifabricatului este substanțial mai mare decât amprenta piesei finite, ceea ce înseamnă că fluctuațiile costurilor materiilor prime afectează piesele desenate mai greu pe piesă decât în cazul semifabricatelor plate ștanțate. Înțelegerea locului în care se află fiecare proces în mediul de cost actual necesită examinarea fiecărui factor de cost individual înainte de a sintetiza o comparație generală.
Investiție în scule: cost inițial și rata de amortizare
Costul sculelor este cea mai mare variabilă unică care separă economia piese de ștanțare metalice din produse pentru piese de desen metalic la volume de producţie mici spre medii. O matriță de ștanțare progresivă pentru un suport sau un terminal moderat complex - de exemplu, șase până la opt stații cu două operații de perforare și o operație de formare - necesită de obicei o investiție în intervalul de 40.000 USD până la 120.000 USD, în funcție de dimensiunea matriței, selecția oțelului și toleranțele necesare. Un set de matrițe de ambutisare adâncă pentru o componentă a carcasei cu grosimea materialului comparabilă implică o matriță de tragere, un suport pentru semifabricat, o matriță de retratare dacă sunt necesare mai multe treceri de tragere, o matriță de tăiere și adesea o matriță de flanșare sau de călcat - o familie completă de instrumente care totalizează de obicei 60.000 USD până la 200.000 USD pentru piesele de complexitate medie.
Calculul amortizarii depinde in totalitate de volumul anual. Luați în considerare următoarea comparație pentru o piesă ipotetică care rulează la trei niveluri de volum diferite:
| Volumul anual | Costul sculelor de ștanțare/unitate (durată de viață de 5 ani) | Costul sculelor de desen/unitate (durată de viață de 5 ani) | Avantajul costului sculelor |
| 50.000 de unități/an | 0,32 USD | 0,52 USD | Ștampilare cu 0,20 USD/buc |
| 250.000 de unități/an | 0,064 USD | 0,104 USD | Ștampilare cu 0,04 USD/buc |
| 1.000.000 de unități/an | 0,016 USD | 0,026 USD | Ștampilare cu 0,01 USD/buc |
Avantajul costului de scule al pieselor de ștanțare metalice față de produsele pentru piese de trefilare din metal se micșorează rapid pe măsură ce volumul crește, deoarece la volume foarte mari costul unității de scule devine neglijabil pentru ambele procese. Diferența absolută a dolarului contează cel mai mult la volumele mici - care este exact locul în care mulți producători iau decizii de investiții în scule - ceea ce înseamnă că comparația costurilor cu scule are cea mai mare semnificație practică exact atunci când este analizată cu cea mai mare atenție.
Costul materialului și eficiența utilizării
Costul materialului pe piesă finită este în cazul în care produsele pentru piese de trage din metal prezintă în mod constant un dezavantaj față de piesele de ștanțare metalice pentru componentele echivalente geometric. Ambulația adâncă necesită un diametru al semifabricatului care este semnificativ mai mare decât diametrul piesei finite - raportul de tragere (diametrul semifabricat împărțit la diametrul perforației) variază de obicei între 1,8 și 2,2 pentru o operație de tragere simplă - ceea ce înseamnă că intră în proces cu 50% până la 60% mai mult metal decât apare în piesa finită. O parte din acest material este redistribuită în grosimea peretelui carcasei desenate, mai degrabă decât să devină resturi, dar alocația de tăiere eliminată după desenare devine deșeuri. Pentru o carcasă trasă din oțel inoxidabil cu un diametru de 100 mm și 60 mm adâncime, semifabricatul poate avea un diametru de 230 mm, producând un inel de deșeuri cu un conținut substanțial de material care trebuie creditat înapoi prin recuperarea deșeurilor cu o reducere semnificativă la costul materiilor prime.
Piesele de ștanțare metalice, în schimb, pot atinge rate de utilizare a benzilor de 70–85% pentru piesele cu geometrii favorabile – ceea ce înseamnă că 70–85% din greutatea bobinei de intrare ajunge ca piesă finită. Restul de 15-30% devine schelet de deșeuri, care este reciclat la o rată per kilogram care este de obicei 15-25% din prețul de achiziție al materiei prime. În 2026, cu prețuri ale oțelului laminat la rece în intervalul de 700-850 USD pe tonă metrică și oțel inoxidabil la 2.200 USD-2.800 USD pe tonă metrică, decalajul de recuperare a deșeurilor dintre modelele de ștanțare cu utilizare ridicată și semifabricatele de desen mai puțin eficiente poate adăuga 0,05 USD-0,25 USD la un cost efectiv echivalent al pieselor de ștanțare, în comparație cu echivalentul materialului imprimat pe bucată. diferență semnificativă la volume de producție de peste 200.000 de unități pe an.
Forța de muncă, durata ciclului și costul presă pe parte
Piesele de ștanțare metalice produse pe matrițe progresive rulează de obicei la 80-400 de curse pe minut, fiecare cursă producând o piesă finită. La 200 SPM pe o presă de 80 de tone, cu un cost de operare de aproximativ 60-90 USD pe oră, costul presei pe piesă este de 0,005-0,0075 USD. Produsele pentru piese de trefilare metalice necesită mai multe operații de presare - decupare, prima tragere, redesenare dacă este necesar, tăiere și, adesea, o operație separată de flanșare sau perforare - fiecare rulează la 20-60 SPM, având în vedere vitezele de formare mai lente necesare pentru a controla fluxul de metal în ambutișare adâncă. Chiar dacă fiecare operațiune individuală rulează la 40 SPM, o secvență de desen cu patru operații consumă de patru ori mai mult timp de presare cumulat per piesă finită decât o piesă ștanțată cu o singură lovitură, producând un cost de presare pe piesă care este în mod obișnuit de 4-8 ori mai mare decât o componentă ștanțată echivalentă pe o operație per bucată.
Totuși, acest calcul se modifică semnificativ atunci când piesa desenată elimină operațiunile secundare pe care le necesită echivalentul ștanțat. O carcasă trasă care integrează un fund, patru pereți și o caracteristică de jantă într-o singură familie de piese poate înlocui un ansamblu ștanțat de trei sau patru componente separate care trebuie sudate sau fixate împreună. Atunci când forța de muncă, costul de fixare și riscul de calitate al operațiunii de asamblare sunt incluse în modelul de cost pentru piesele de ștanțare metalice, avantajul aparent al timpului de ciclu al ștanțarii poate fi compensat parțial sau total de costul din aval pe care îl evită în desen.
Costul calității, rata deșeurilor și operațiunile secundare
Costurile legate de calitate afectează cele două procese în mod diferit și sunt adesea omise din comparațiile inițiale ale costurilor. Piesele de ștanțare din metal în matrițe progresive bine întreținute care rulează materiale stabile ating de obicei rate de deșeuri sub 0,5% în timpul producției la starea de echilibru. Produsele de piese metalice de trefilare sunt mai sensibile la variația materialului de intrare - în special variația limitei de curgere într-o bobină - deoarece raportul de tragere este setat la proprietățile nominale ale materialului, iar un lot de material la capătul superior al intervalului de curgere poate provoca încrețiri sau fracturi la același raport de tragere care produce piese bune cu material cu proprietăți nominale. Procesele de desenare sub control rulează de obicei la 1–3% deșeuri, în funcție de severitatea tragerii și consistența materialului, iar piesele deșeurilor sunt mai mari și mai grele decât deșeurile de ștanțare, ceea ce face ca costul materialului pentru căderea calității să fie proporțional mai mare pe piesă respinsă.
Operațiunile secundare se adaugă diferit la costul fiecărui tip de produs. Costurile secundare comune care trebuie luate în considerare atunci când construiți o comparație completă includ:
- Debavurare: Piesele de ștanțare din metal cu margini decupate necesită frecvent debavurare sau rulare a marginilor înainte de asamblare sau utilizare. Piesele desenate au pereți netezi, neîntrerupti, fără margini tăiate pe pereții laterali, deși marginea de tăiere a marginii necesită atenție.
- Tratamentul suprafeței: Ambele tipuri de piese pot necesita placare, acoperire sau pasivizare, dar piesele desenate cu geometrie închisă pot crea probleme de captare în băile de tratare a lichidelor pe care nu le fac piesele ștanțate plate, necesitând uneori găuri de drenaj sau rafturi specializate care adaugă costul procesului.
- Eliminarea asamblarii: După cum sa menționat mai sus, piesele desenate elimină adesea etapele de sudare, nituire sau fixare pe care le necesită ansamblurile ștanțate, iar costul de asamblare evitat ar trebui creditat procesului de desenare într-o comparație completă.
- Prelucrare: Piesele de ștanțare metalice pot atinge locații ale găurilor și toleranțe ale profilului în intervalul ±0,05–0,10 mm fără prelucrare secundară. Produsele pentru piese metalice de desenat pot necesita filete prelucrate, dimensionare precisă a alezajului sau corecție a planeității pe fața flanșei, care ștanțarea poate obține în matriță, adăugând 0,10 USD–0,50 USD pe bucată în costul de prelucrare pentru componentele trase cu toleranță strânsă.
Cadrul decizional: care proces economisește mai mulți bani în 2026
Pe baza factorilor de cost analizați mai sus, următorul cadru oferă un ghid practic pentru a determina care proces oferă costul total mai mic pentru o anumită aplicație în condițiile de piață din 2026. Nici piesele de ștanțare din metal, nici produsele pentru piese de trage din metal nu sunt categoric mai ieftine - răspunsul depinde de combinația specifică de factori de mai jos.
| Factorul de decizie | Favorizează piese de ștanțare metalice | Favoare produse pentru piese de desen metalic |
| Geometria piesei | Profil plat sau superficial, caracteristici 2D | Înveliș 3D, formă închisă, pereți adânci |
| Volumul anual | Orice volum cu geometrie simplă | Mediu spre mare (compensează costul sculelor) |
| Sensibilitatea costului materialului | Cost ridicat al materialului - utilizare mai bună | Coborâți când desenul elimină asamblarea |
| Asamblare în aval | Piesa este o componentă a unui ansamblu mai mare | Piesa desenată înlocuiește ansamblul din mai multe piese |
| Cerințe de toleranță | Toleranțe strânse în plan, locații ale găurilor | Uniformitatea grosimii peretelui, carcasă fără sudură |
Cea mai fiabilă abordare din 2026 este să solicitați cotații concomitente pentru ambele procese în care geometria piesei o permite, specificând că compararea costului total trebuie să includă amortizarea sculelor, operațiunile secundare și ipotezele privind rata deșeurilor, mai degrabă decât prețul unitar. Furnizorii cu experiență autentică atât în piese de ștanțare metalică, cât și în produsele de piese de trage din metal vor putea identifica unde se află punctul de trecere a costurilor pentru o anumită combinație de piese și volum – iar această analiză, făcută cu rigurozitate, valorează mai mult decât orice regulă generală a costurilor.

Postarea anterioară
De ce matrițele electronice de ștanțare necesită toleranțe mai strânse decât matrițele de ștanțare pentru electrocasnice?
Postarea următoare
Care este diferența dintre matrițele de ștanțare metalice progresive și de transfer?
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
