-

Piese de ștanțare pentru camioane grele
Piesele noastre de ștanțare pentru camioane gre...
-
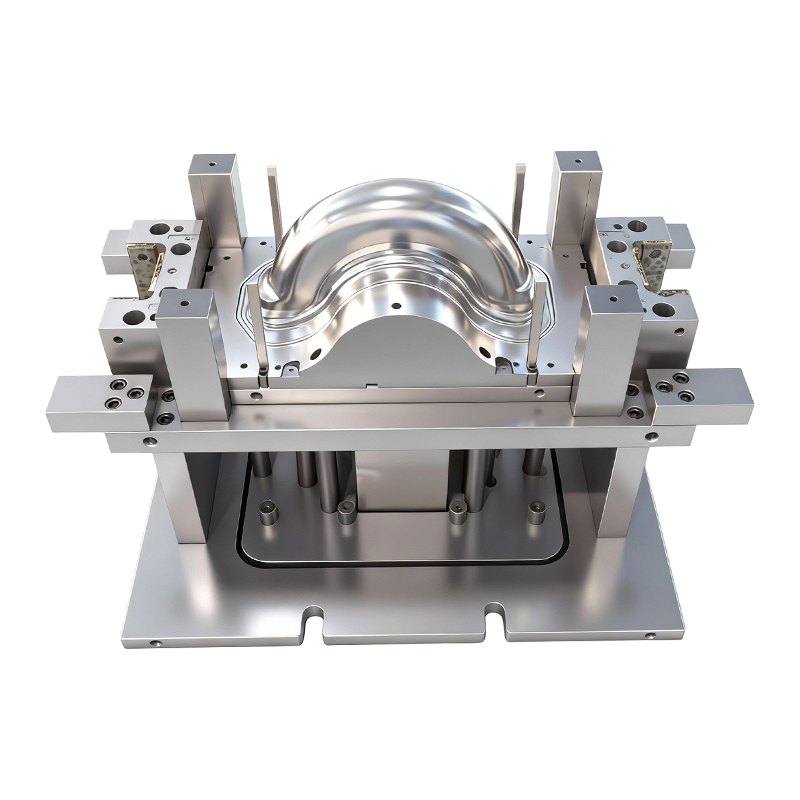
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
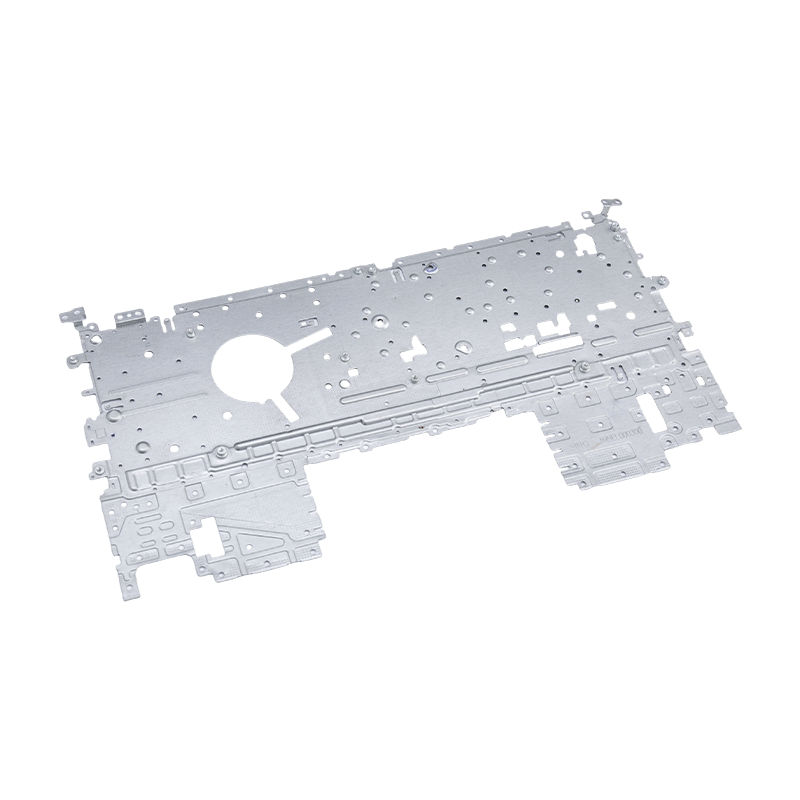
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
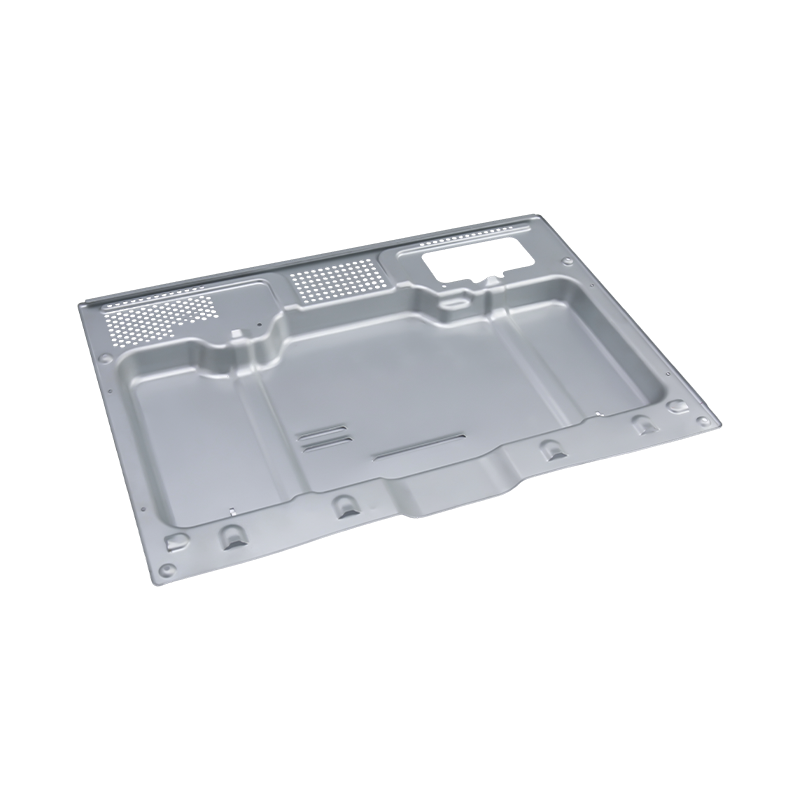
Piese de ștanțare a cuptorului de ultimă generație
Piesele noastre de ștanțare pentru cuptoare de ...
-
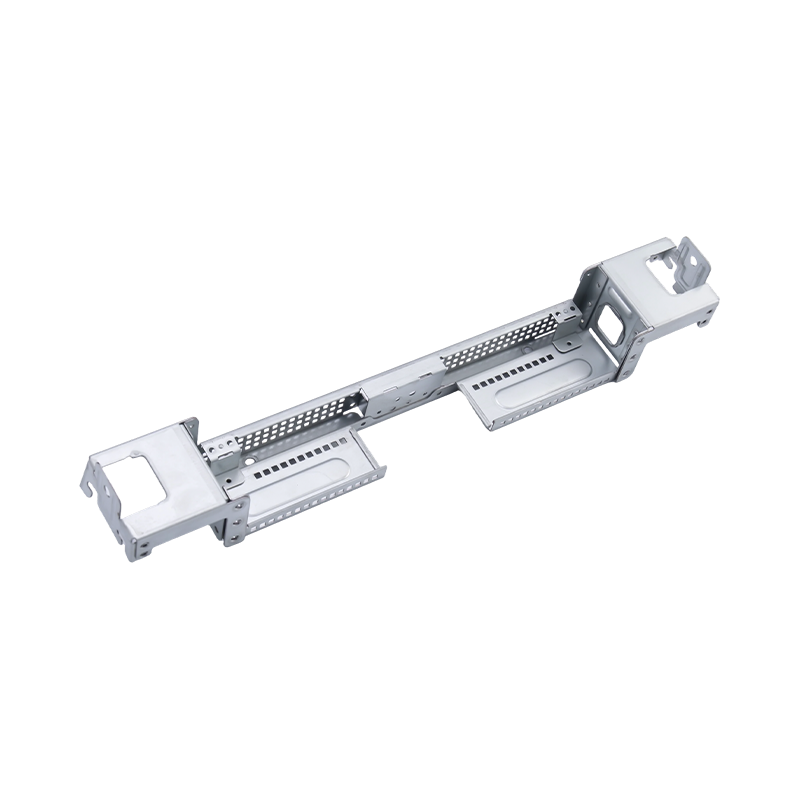
Piese de ștanțare de computer mari de înaltă calitate
Piesele noastre de ștanțare mari pentru compute...
-
Piese de ștanțare scaun auto
Piesele de ștanțare a scaunelor auto sunt compo...
Știri din industrie
Acasă / Știri / Știri din industrie / Care este diferența dintre matrițele de ștanțare metalice progresive și de transfer?
Care este diferența dintre matrițele de ștanțare metalice progresive și de transfer?
2026-02-25
Cum fiecare tip de matriță mută materialul prin presă
Cea mai fundamentală diferență între matrițele de ștanțare a metalului progresiv și de transfer constă în modul în care piesa de prelucrat se deplasează de la o stație de formare la alta. Într-o matriță progresivă, semifabricatul rămâne atașat la banda bobină originală pe toată durata secvenței de formare. Fâșia avansează cu un pas fix cu fiecare cursă de presă, purtând piese parțial formate prin stații succesive — străpungere, îndoire, îndoire, tragere — până când piesa finită este tăiată de schelet la stația finală. Piesa nu este niciodată separată fizic de bandă până când formarea este completă, ceea ce înseamnă că banda în sine acționează ca suport și referință de localizare pentru fiecare operațiune.
Transfer matrițe de ștanțare metalice funcționează pe un principiu fundamental diferit. Un semifabricat este tăiat din bobină sau foaie la prima stație și apoi mutat ca o piesă liberă, independentă de la stație la stație printr-un sistem de transfer mecanic sau servo-acționat. Deoarece piesa nu mai este conectată la o bandă, aceasta poate fi repoziționată, răsturnată sau reorientată între stații - mișcări care sunt imposibile din punct de vedere geometric atunci când piesa de prelucrat este încă atașată la un suport continuu. Această distincție în modul în care este manipulat materialul este cauza principală a aproape orice altă diferență între cele două tipuri de matrițe în ceea ce privește capacitatea, costul și aplicarea.
Geometria părții și complexitatea formării
Matrițele de ștanțare progresivă din metal sunt cele mai potrivite pentru piesele care sunt relativ plate sau de profil puțin adânc. Deoarece piesa rămâne în bandă, înălțimea totală a oricărei caracteristici formate este constrânsă de necesitatea ca banda să continue alimentarea curată prin matriță, fără ca geometria formată să murdărească stațiile adiacente sau structura matriței în sine. Pentru piesele cu adâncime de tragere modestă - console, terminale, cleme, laminare și feronerie cu secțiune subțire - această constrângere contează rar, iar sculele progresive sunt alegerea naturală. Dispunerea benzilor poate fi adesea proiectată pentru a atinge rate de utilizare a materialului de peste 75%, iar absența unui mecanism de transfer înseamnă mai puține componente mecanice și un sistem general mai simplu.
Matrițele de ștanțare a metalului de transfer devin necesare atunci când geometria pieselor necesită formare în mai multe planuri, embotire adâncă pe mai multe axe sau operații pe suprafețe orientate în jos față de bandă - o configurație imposibil de instrumentat într-o matriță progresivă. Componentele sub formă de carcasă, secțiunile transversale tubulare, piesele cu flanșe subdecupate și carcasele ambutisate se încadrează în această categorie. Deoarece semifabricatul se deplasează ca o piesă individuală, matrița de transfer o poate prezenta fiecărei stații în orientarea optimă, inclusiv cu susul în jos sau rotită la 90° dacă geometria de formare o cere. Această libertate tridimensională este justificarea tehnică principală pentru investiția mai mare în scule pe care o necesită matrițele de transfer.
Viteză, debit și volum de producție
Matrițele de ștanțare progresivă a metalului depășesc în mod constant matrițele de transfer în curse pe minut. Deoarece nu există un mecanism de transfer care să se sincronizeze - fără degete pentru a extinde, prinde, mișca și retrage între curse - matrițele progresive pot funcționa la viteze de 200 până la 1.500 SPM, în funcție de complexitatea piesei și de capacitatea de presare. Pentru producția de piese de volum mare, mic până la mediu, măsurată în milioane de bucăți pe an, acest avantaj al vitezei se traduce într-un beneficiu decisiv al randamentului, care este dificil de egalat pentru orice altă metodă de ștanțare.
Motoarele de transfer sunt de obicei limitate la 30-150 SPM de cinematica sistemului de transfer, care trebuie să își finalizeze ciclul complet de mișcare - extinzându-se în matriță, prinderea piesei, retragerea, avansarea la următoarea stație și eliberarea - în fereastra permisă de mișcarea ram de presare. Sistemele de transfer servo au îmbunătățit semnificativ acest lucru în comparație cu degetele mecanice cu came, dar constrângerea fundamentală a timpului de ciclu rămâne. Pentru piesele care necesită cu adevărat capacitatea de matriță de transfer, această diferență de viteză este mai degrabă un compromis acceptat decât un defect, deoarece sculele progresive pur și simplu nu pot produce acele geometrii la orice ritm de producție.
Comparația costurilor de scule, întreținere și configurare
Investiția în scule și costurile de întreținere continuă diferă substanțial între cele două tipuri de matrițe, iar înțelegerea acestor diferențe este esențială pentru a lua o decizie corectă de aprovizionare.
| Factor | matrițe de ștanțare progresivă a metalelor | matrițe de ștanțare a metalelor de transfer |
| Costul inițial al sculei | Moderat spre ridicat | Mare spre foarte mare |
| Timp de configurare per cursă | Mai scurt - set de matrițe unice | Mai lung - sistemul de transfer trebuie cronometrat și ajustat |
| Complexitatea întreținerii | Moderat — ascuțire poanson/matrice, uzură pilot | Mai înalt — transferul degetelor, șinele și sincronizarea adaugă puncte de uzură |
| Flexibilitatea schimbării matrițelor | Limitat — stațiile sunt interdependente | Mai mare — matrițele individuale ale stației pot fi schimbate independent |
| Volumul minim viabil | Ridicat (amortizează costul în raport cu volumul) | Medie spre mare |
Un avantaj de întreținere pe care îl dețin matrițele de ștanțare cu transfer de metal față de sculele progresive este capacitatea de a întreține sau înlocui matrițele de stație individuale fără a reconstrui întreaga unealtă. Deoarece fiecare matriță de stație este o unitate discretă, o stație de tragere uzată poate fi trasă și reșuată în timp ce celelalte rămân pe presă. Într-o matriță progresivă, toate stațiile sunt integrate într-un singur ansamblu compus, ceea ce înseamnă că orice întreținere care necesită dezasamblarea matriței afectează întreaga unealtă și întregul ciclu de producție.
Utilizarea materialului și diferențele de rată a deșeurilor
Utilizarea materialului este un alt domeniu în care cele două tipuri de matrițe diferă semnificativ. Matrițele metalice progresive de ștanțare produc un schelet continuu de deșeuri - banda rămasă după îndepărtarea semifabricatelor sau a pieselor finite - care trebuie manipulat, tocat și eliminat sau reciclat. În funcție de geometria piesei și de eficiența amenajării benzilor, scheletul deșeului poate reprezenta 20-40% din greutatea totală a bobinei consumată. Aspectele sofisticate ale benzilor cu unghiuri de golire, părți intercalate cu mâinile opuse sau configurații cu mai multe rânduri pot reduce semnificativ această cifră, dar scheletul este un produs secundar inevitabil al prelucrării în bandă.
Matrițele de ștanțare de metal de transfer decupează semifabricatul la o formă aproape netă la prima stație, astfel încât deșeurile generate în acel punct pot fi optimizate independent de secvența de formare care urmează. Pentru piesele mari cu contururi complexe – unde o dispunere progresivă a benzilor ar necesita o punte de deșeuri foarte largă pentru a menține integritatea benzii – decuparea prin transfer poate obține o utilizare semnificativ mai bună prin imbricarea strânsă a semifabricatelor și desfășurarea unei operații de decupare dedicată de înaltă eficiență înaintea liniei de transfer. Deșeurile de la stațiile de formare ulterioare sunt de obicei minime, constând doar din melci perforatori și organe de tăiere, mai degrabă decât dintr-un schelet continuu.
Alegerea tipului de matriță potrivit pentru aplicația dvs
Alegerea dintre matrițele de ștanțare progresivă și de transfer ar trebui să fie condusă de o evaluare structurată a cerințelor pieselor, mai degrabă decât doar de cost. Următoarele criterii oferă un cadru practic de decizie:
- Geometria piesei: Dacă piesa poate fi formată complet în timp ce rămâne plată într-o bandă - toate caracteristicile sunt accesibile de sus sau de jos fără repoziționare - instrumentarea progresivă este adecvată. Dacă piesa necesită formare pe mai multe fețe, imbutire adâncă peste un raport adâncime-diametru de aproximativ 1:1 sau operații pe partea inferioară a unei flanșe, este necesară sculele de transfer.
- Volumul productiei: Volumele anuale foarte mari (de obicei peste 500.000 de bucăți pe an pentru piesele de complexitate medie) favorizează matrițele progresive, deoarece avantajul vitezei reduce costul timpului de presare pe bucată în mod semnificativ. Matrițele de transfer sunt mai economice pentru volume moderate unde geometria pieselor face imposibilă sculele progresive.
- Dimensiunea piesei: Piesele de format mare - cele care depășesc aproximativ 400 mm în orice dimensiune - devin impracticabile în matrițele progresive, deoarece cerințele rezultate din lungimea matriței și lățimea bobinei depășesc capacitățile tipice de manipulare a presei și a bobinei. Liniile de transfer manipulează piesele mari mai practic, utilizând matrițe de stație individuale dimensionate pentru piesa, mai degrabă decât o singură unealtă progresivă alungită.
- Cerințe de precizie dimensională: Matricele progresive localizează piesa prin intermediul știfturilor pilot care cuplează găurile din bandă, în timp ce matrițele de transfer localizează semifabricate individuale prin caracteristicile pieselor sau cu scule de cuib la fiecare stație. Pentru piesele în care toleranța de poziție între caracteristici este mai strânsă de ±0,05 mm, strategia de localizare a fiecărui tip de matriță trebuie evaluată cu atenție în raport cu stivuirea de toleranță pe care o va genera.
- Flexibilitatea designului viitor: Dacă se așteaptă ca designul piesei să se schimbe în timpul ciclului de viață al produsului, sculele de transfer oferă o adaptabilitate mai mare, deoarece matrițele individuale ale stației pot fi modificate independent. Schimbarea unei caracteristici într-o matriță progresivă necesită adesea reproiectarea mai multor stații interdependente simultan.
În practică, decizia este rareori luată izolat. Un producător de matrițe cu experiență va evalua împreună desenul piesei, prognoza anuală a volumului, resursele de presă disponibile și cerințele de asamblare din aval înainte de a recomanda o strategie de scule. Atât matrițele de ștanțare progresive, cât și cele de transfer din metal reprezintă tehnologii mature, bine înțelese — cheia este potrivirea tehnologiei corecte la cerințele specifice ale aplicației, mai degrabă decât să utilizați cea mai familiară abordare.

Postarea anterioară
Comparație de costuri: piese de ștanțare metalice VS produse de piese de desen metalic în 2026
Postarea următoare
Industria matrițelor de ștanțare pentru automobile introduce o nouă rundă de îmbunătățiri tehnologice.
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
