-
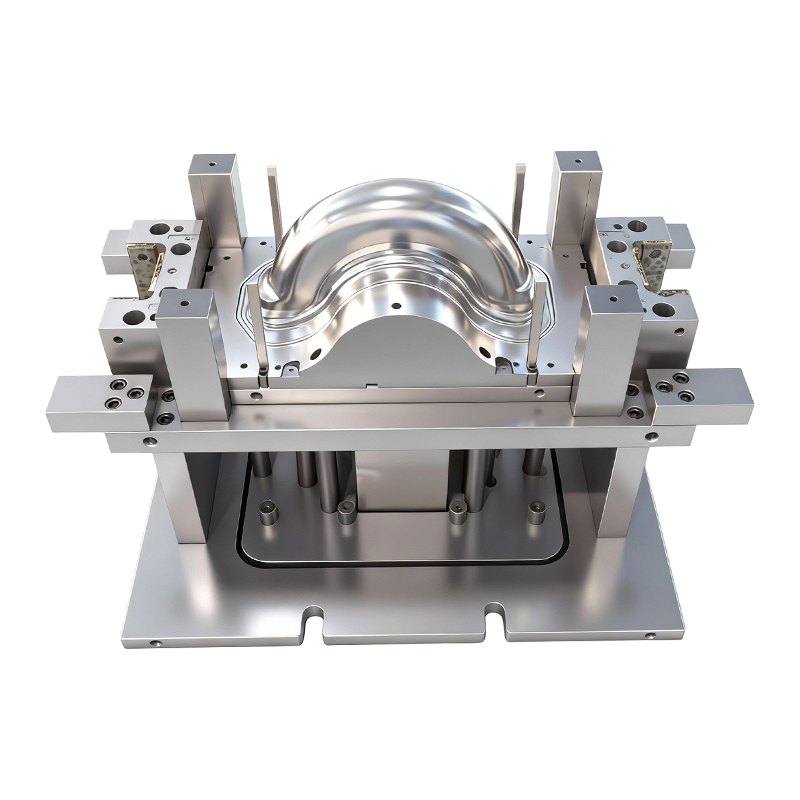
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
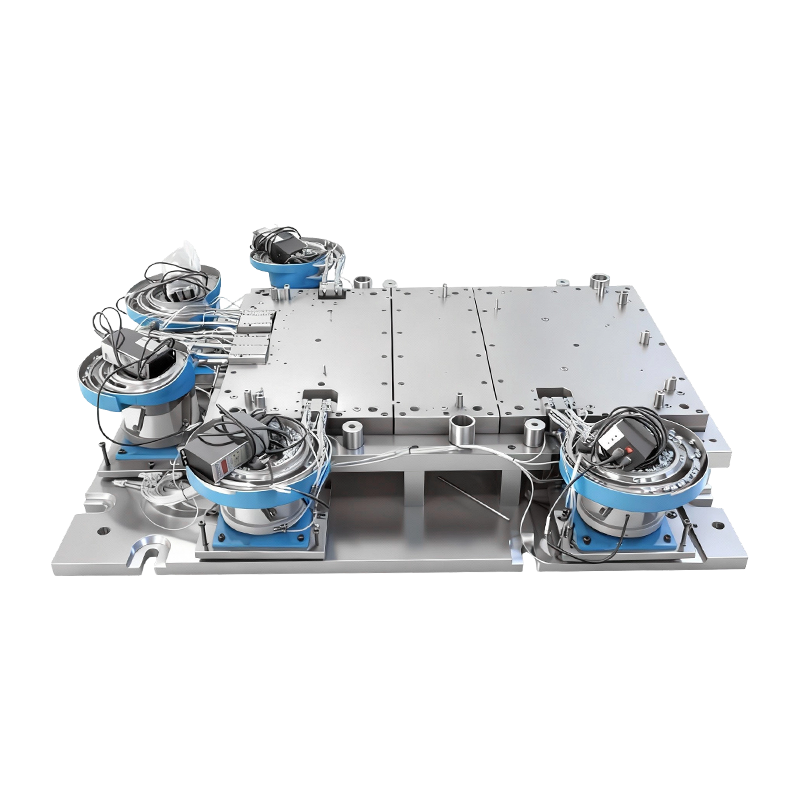
Matriță automată de nituire pentru baza de mașini mari de computer
Această matriță de nituire automată pentru baza...
-
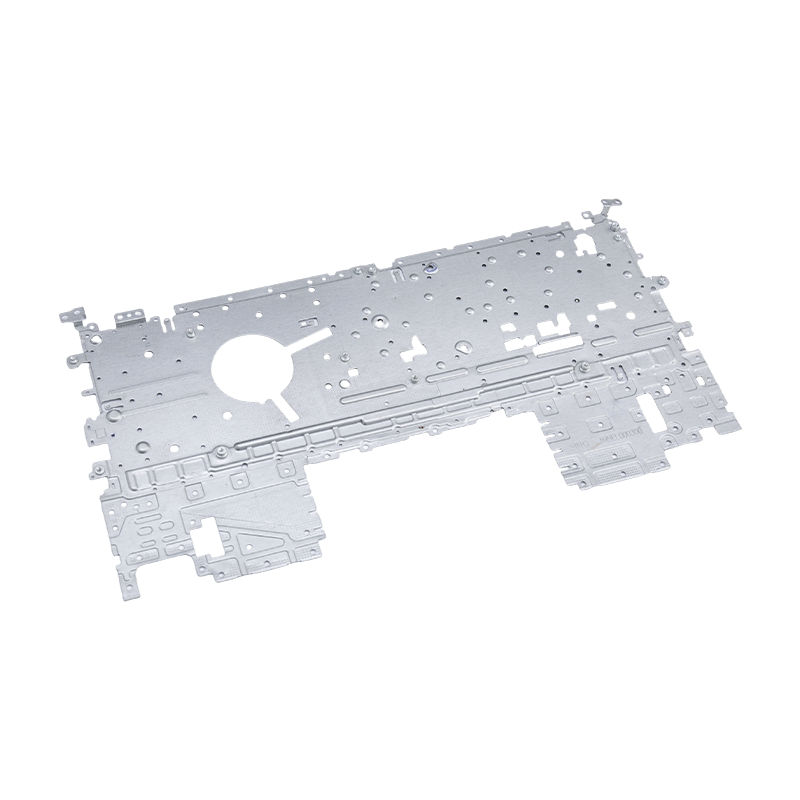
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
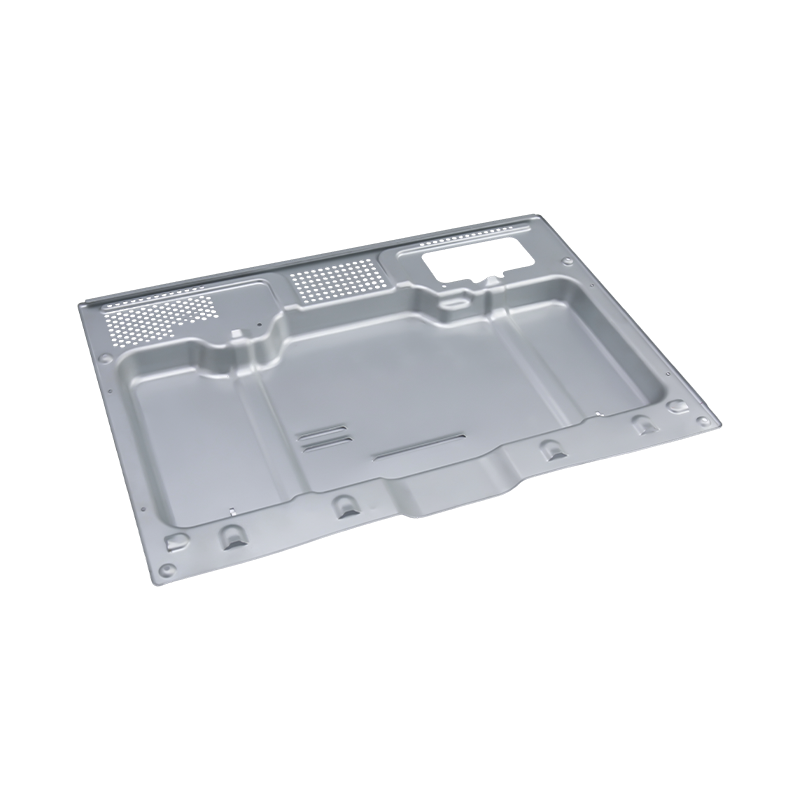
Piese de ștanțare a cuptorului de ultimă generație
Piesele noastre de ștanțare pentru cuptoare de ...
-
Piese de ștanțare de computer mari de înaltă calitate
Piesele noastre de ștanțare mari pentru compute...
-
Piese de ștanțare scaun auto
Piesele de ștanțare a scaunelor auto sunt compo...
Știri din industrie
Acasă / Știri / Știri din industrie / Design matriță de ambuare adâncă: Ghid de perforare, matriță, degajare și reducere în mai multe etape
Design matriță de ambuare adâncă: Ghid de perforare, matriță, degajare și reducere în mai multe etape
2026-05-20
Tablă care intră într-o matriță ca un semifabricat plat și iese ca o componentă fără sudură, goală - acea transformare depinde în întregime de cât de bine este proiectată matrița. Designul matriței de ambutisare adâncă nu este o decizie unică, ci un lanț de opțiuni de inginerie, fiecare dintre acestea fie deschide, fie închide fereastra în care poate avea loc formarea cu succes. O rază de perforare prost specificată, un suport de gol subdimensionat sau un spațiu liber calculat greșit pot prăbuși complet acea fereastră, producând resturi crăpate sau încrețite la volum mare. Secțiunile de mai jos parcurg fiecare variabilă majoră de design și explică ceea ce controlează fiecare.
Ceea ce controlează de fapt designul matriței de desenare adâncă
Un set de instrumente de desenare adâncă are trei elemente principale: poansonul, matrița și suportul pentru semifabricat. Poansonul împinge semifabricatul plat în cavitatea matriței. Matrița definește geometria exterioară a piesei finite. Suportul semifabricatului apasă pe flanșa semifabricatului pentru a regla cât de mult material intră în cavitate în timpul cursei.
Fiecare membru trebuie să fie proiectat în relație cu ceilalți. Diametrul poansonului stabilește diametrul interior al cupei trase; diametrul matriței este mai mare cu valoarea jocului de lucru. Suportul semifabricat se află între cele două, menținând presiunea de contact pe flanșă pe toată durata cursei. Când relațiile dintre aceste trei componente sunt corecte, metalul curge în interior și în jos fără să se încrețeze pe flanșă sau să se fractureze la nasul poansonului. Când orice relație este greșită, unul dintre aceste două moduri de eșec apare imediat.
Pentru producția de volum mare, seturi de matrițe de ambutisare adâncă de calitate auto adăugați cerințe suplimentare: durată de viață mai lungă a sculei, consistență strânsă de la piesă la piesă și compatibilitate cu sistemele de transfer automate. Aceste cerințe intensifică importanța fiecărei decizii de proiectare descrise mai jos.
Geometria poansonului și matrițelor: de unde provine forma piesei
Raza vârfului poansonului și raza de intrare a matriței sunt cei doi parametri geometrici cei mai importanți în proiectarea matriței de ambutisare adâncă. Ambele controlează modul în care metalul se îndoaie pe măsură ce trece de la semifabricat plat în peretele desenat.
Raza nasului pumn este de obicei stabilită între patru și opt ori grosimea materialului pentru oțelurile standard. O rază prea mică concentrează tensiunile de tracțiune la îndoire, favorizând subțierea și eventuala fractură. O rază prea mare permite metalului să se clateze înainte de a fi capturat de peretele matriței, producând încrețiri ale peretelui.
Raza de intrare a matriței — uneori numită raza colțului matriței — guvernează rezistența pe care o întâlnește blancul atunci când este trasat peste muchia matriței. O rază a matriței bine lustruită și de dimensiuni adecvate reduce frecarea și permite materialului să curgă lin în cavitate. Practica standard stabilește această rază la patru până la zece ori grosimea materialului, în funcție de raportul de tragere și ductilitatea materialului. Razele subdimensionate cresc riscul de rupere; razele supradimensionate din materiale subțiri creează deschideri nesusținute care se formează în riduri.
Pentru piesele cu secțiuni transversale pătrate sau dreptunghiulare, razele de colț necesită o atenție individuală. Colțurile concentrează stresul de compresiune în timpul formării, iar razele generoase ale colțurilor - de obicei mai mari decât pentru piesele rotunde echivalente - permit trageri mai adânci într-o singură operațiune, fără încrețirea colțurilor.
Distanță de lucru între poanson și matriță
Jocul este spațiul radial dintre poanson și peretele matriței. În timpul tragerii, metalul trebuie să treacă prin acest gol și, de obicei, se îngroașă ușor pe măsură ce curge spre interior. Spațiul liber trebuie să găzduiască această îngroșare fără a strânge metalul atât de strâns încât frecarea să se ridice la niveluri distructive și fără a lăsa atât de mult spațiu încât metalul să se strângă lateral în încrețiturile peretelui.
Pentru majoritatea oțelurilor cu conținut scăzut de carbon, un spațiu de lucru de 1,07 până la 1,15 ori grosimea materialului pe latură este intervalul de pornire acceptat. Materialele mai dure sau mai groase pot necesita spațiu liber la capătul superior al acestui interval. Materialele mai subțiri și toleranțe mai strânse la grosimea peretelui împing designul spre capătul inferior. Sisteme de matrițe progresive pentru matrițe de ambutisare progresivă pentru autovehicule cu mai multe stații aplicați aceeași logică la fiecare stație succesivă, cu jocul de strângere de obicei pe măsură ce diametrul cupei se reduce și uniformitatea peretelui devine mai critică.
Selectarea materialului și influența sa asupra designului matrițelor
Proiectantul matriței nu poate alege materialul piesei, dar proprietățile materialului determină care parametri de proiectare sunt realizabili. Două proprietăți ale tablei sunt deosebit de relevante: exponentul de întărire prin deformare (valoarea n) și raportul de deformare din plastic (valoarea r, numit și coeficientul Lankford).
O valoare n mare înseamnă că materialul se întărește rapid pe măsură ce se întinde, distribuind deformarea mai uniform pe semifabricat. Acest lucru permite rapoarte de tragere mai agresive înainte de fractură. O valoare r ridicată înseamnă că materialul rezistă la subțiere în direcția grosimii și curge de preferință în planul tablei - exact ceea ce necesită imbutirea adâncă. Materialele cu valori r ridicate pot fi trase la rapoarte mai mari adâncime-diametru înainte de a se atinge limita de fractură poanson-nas.
În termeni practici, un oțel fără interstițial (IF) cu valori r de peste 1,8 permite modele de matriță cu adâncimi mai adânci de tragere unică și rapoarte mai mari dintre diametrul semifabricat și poanson decât un oțel convențional cu conținut scăzut de carbon cu valori r aproape de 1,0. Aliajele de aluminiu au, în general, valori r sub 1,0, ceea ce înseamnă că modelele de matrițe pentru aluminiu trebuie să se bazeze mai mult pe reduceri de tragere în mai multe etape și pe un control mai atent al suportului semifabricat pentru a obține aceeași adâncime a cupei. Aceleași principii se aplică la proiectare componente de ștanțare auto de precizie unde toleranțele dimensionale strânse agravează provocările legate de variabilitatea materialului.
Reducere a remiză în mai multe etape: când o singură operație nu este suficientă
Când raportul necesar adâncime-diametru al piesei finite depășește ceea ce o singură tragere poate realiza în siguranță - de obicei un raport de tragere peste 2,0 până la 2,2 pentru majoritatea oțelurilor - proiectul trebuie să încorporeze mai multe etape de tragere. Fiecare treaptă reduce diametrul cupei în timp ce îi mărește înălțimea, iar fiecare treaptă are propriul său poanson, matriță și suport pentru gol.
Prima tragere duce semifabricatul plat la raportul maxim de tragere pe care materialul îl permite. Redesenările ulterioare operează pe cupa deja formată și pot atinge rapoarte de tragere de 1,2 până la 1,4 pe etapă, deoarece metalul de la flanșă este deja parțial întărit la lucru și prezintă un risc mai mic de încrețire severă. Recoacerea între etape poate fi necesară pentru materialele care se întăresc rapid, pentru a restabili ductilitatea înainte de următoarea reducere.
| Etapa de desen | Raportul maxim tipic de tragere | Note |
|---|---|---|
| Prima tragere la sorti | 1,8 – 2,2 | Depinde de valoarea r și de grosimea semifabricatului |
| A doua extragere (retragere) | 1.2 – 1.4 | Risc mai mic datorită călirii anterioare |
| A treia remiză și mai departe | 1.1 – 1.3 | Coacerea poate fi necesară între etape |
Proiectele în mai multe etape adaugă costuri de scule și timp de presare, dar ele sunt adesea singura cale către geometria necesară a piesei. Comparația economică între abordările cu o singură etapă și cele în mai multe etape este strâns legată de volumul producției - un factor explorat mai detaliat în articolul despre diferențe de cost între produsele de ștanțare a metalelor și piese de ambutisare adâncă .

Desenați mărgele și presiunea liantului: reglarea fină a fluxului de material
Margele de tragere sunt creste ridicate prelucrate în suprafața liantului (suportul semifabricat). Pe măsură ce semifabricatul alunecă peste ele în timpul cursei de tragere, ele impun o deformare la îndoire și neîncovoiere care creează rezistență suplimentară la curgerea materialului. Variind înălțimea, lățimea și poziția granulelor de tragere în jurul perimetrului gol, proiectantul matriței poate controla cât de mult material intră în cavitatea matriței în fiecare punct - redirecționând fluxul departe de zonele predispuse la rupere și către zonele care altfel s-ar putea șifona.
Poziționarea talonului de tragere este importantă în special pentru părțile neaxisimetrice, cum ar fi panourile caroseriei auto, unde diferite secțiuni ale perimetrului necompletat necesită rezistență la curgere foarte diferită. Părți cu suprafețe plane mari, înconjurate de trage adânci adesea necesită margele de tragere pentru a preveni zonele plane să dezvolte deformarea suprafeței de sub liant.
Presiunea liantului completează designul mărgelelor de desen. Liantul trebuie să aplice suficientă forță pentru a preveni flambarea flanșei în riduri, dar nu atât de mult încât să blocheze fluxul de material în cavitate - ceea ce ar crește tensiunea de tracțiune în peretele cupei până la punctul de rupere. Prin urmare, presiunea corectă a liantului se află într-o fereastră de proces ale cărei limite sunt definite de limita de încrețire de mai jos și de limita de rupere deasupra. Următorul articol din această serie abordează modul în care raportul de tragere și forța suportului golului interacționează pentru a defini și controla acea fereastră.
Lubrifierea și finisarea suprafeței matriței
Frecarea la raza de intrare a matriței și interfața suportului semifabricatului are un efect direct asupra tensiunii de tracțiune suportate de peretele cupei. Frecare mai mare înseamnă efort mai mare pe perete - ceea ce apropie procesul de limita de fractură. Ungerea eficientă reduce acest stres și mărește fereastra procesului.
Finisajul suprafeței matriței interacționează cu lubrifierea. O rază lustruită a matriței cu rugozitatea suprafeței sub Ra 0,4 µm permite lubrifiantului să formeze o peliculă consistentă, reducând variabilitatea frecării. Suprafețele aspre sau zgâriate captează lubrifiantul în mod neuniform și introduc concentrații de tensiuni localizate care pot iniția fracturi la solicitări mai mici decât cele așteptate ale peretelui.
Alegerea lubrifiantului depinde de materialul desenat. Oțelurile cu conținut scăzut de carbon tolerează o gamă largă de lubrifianți, de la uleiuri ușoare de tragere la compuși grei EP (presiune extremă). Aliajele de aluminiu necesită lubrifianți care nu reacționează cu suprafața metalului, deoarece compușii reactivi pot provoca uzurire și zgârieturi la suprafață. Oțelurile inoxidabile – care se întăresc rapid – necesită adesea lubrifianți clorurati pentru a gestiona presiunile mari de interfață generate în timpul trefilării.
Selecția oțelului pentru scule și durabilitatea matriței
Durata de viață a matriței la ambutisare adâncă este limitată de uzura abrazivă la raza de intrare a matriței și de uzura pe suprafața liantului. Ambele mecanisme accelerează atunci când presiunea liantului este mare, filmul de lubrifiant se descompune sau materialul semifabricat conține incluziuni abrazive.
Materialele de matriță standard pentru producția de volum mediu includ oțel de scule D2 (aproximativ 60–62 HRC după călire) și DC53, care oferă o duritate mai bună la duritate similară. Producția de automobile de mare volum necesită adesea inserții din carbură de tungsten la raza de intrare a matriței, unde ratele de uzură sunt cele mai mari. Acoperirile de suprafață - nitrură de titan (TiN), carbonitrură de titan (TiCN) sau carbon asemănător diamantului (DLC) - prelungesc și mai mult durata de viață prin reducerea coeficientului de frecare la interfața sculă-blank.
Pentru seturi de matrițe de ștanțare de înaltă precizie țintirea toleranțelor componentelor auto sau vehiculelor electrice, selecția oțelului pentru scule și specificațiile de tratament termic sunt la fel de critici ca parametrii de proiectare geometrici descriși mai sus. O matriță perfectă din punct de vedere dimensional prelucrată din oțel tratat termic necorespunzător va eșua cu mult înainte de durata sa de viață.
Simulare înainte de oțel: analiza elementelor finite în proiectarea matrițelor
Designul modern al matriței de ambutisare adâncă se bazează în mare măsură pe analiza cu elemente finite (FEA) pentru a prezice rezultatele formării înainte ca orice metal să fie tăiat. Simulările FEA modelează semifabricatul ca o plasă de elemente deformabile, aplică cursa poansonului în mod incremental și calculează distribuția tensiunii, a deformarii și a grosimii în fiecare punct al semifabricatului de-a lungul cursei.
Ieșirea unei simulări bine calibrate include o suprapunere a diagramei limitei de formare (FLD), care arată dacă vreo regiune a semifabricatului se apropie de limita de fractură sau încrețire. Dacă simularea prezice defecțiuni, proiectantul poate ajusta raza poansonului, raza matriței, presiunea liantului, geometria talonului de tragere sau forma golului - repetând în software, mai degrabă decât în oțel. Acest proces comprimă semnificativ timpul de încercare și reduce numărul de modificări fizice necesare înainte ca matrița să producă piese acceptabile.
Calitatea simulării depinde de datele exacte ale cardului de material - în special descrierea suprafeței de curgere, valorile r, valoarea n și curba tensiunii de curgere pentru bobina de material specifică care urmează să fie utilizată în producție. Datele materiale generice produc predicții plauzibile, dar nesigure; Datele specifice materialelor din încercările de tracțiune și testările FLD produc predicții care se traduc direct în comportamentul presei.
Rezumat: Variabilele de proiectare care contează cel mai mult
Designul matriței de ambutisare adâncă se rezolvă la un număr mic de variabile, fiecare dintre acestea trebuie setată într-un interval care depinde de celelalte. Razele poansonului și matriței determină severitatea îndoirii la tranziții. Jocul de lucru permite îngroșarea metalului fără a genera frecare distructivă. Raportul de tragere stabilește limita superioară a deformației într-o singură etapă. Presiunea liantului și perlele de tragere controlează fluxul de material în jurul perimetrului gol. Lubrifierea și finisarea suprafeței determină cât de mult din presiunea admisibilă a liantului ajunge efectiv la semifabricat. Oțelul pentru scule și selecția acoperirii guvernează cât timp matrița menține acele condiții bine stabilite.
Nicio variabilă nu poate fi optimizată în mod izolat. O modificare a razei de intrare a matriței modifică presiunea optimă a liantului. O modificare a calității materialului modifică raportul de tragere fezabil. Această interdependență este motivul pentru care proiectarea matriței de ambutisare în adâncime necesită o abordare sistematică - și de ce a face corect, de la simulare până la încercare, produce piese care satisface cerințele structurale și dimensionale exigente pentru aplicațiile roților și șasiului în mod constant de-a lungul a milioane de cicluri de producție.
Postarea anterioară
Piese de ștanțare a scaunelor auto: producție de înaltă precizie, suport de sarcină și selecție de materiale
Postarea următoare
Piese de ștanțare a scaunului auto: Ghid de calitate și potrivire
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
