
-
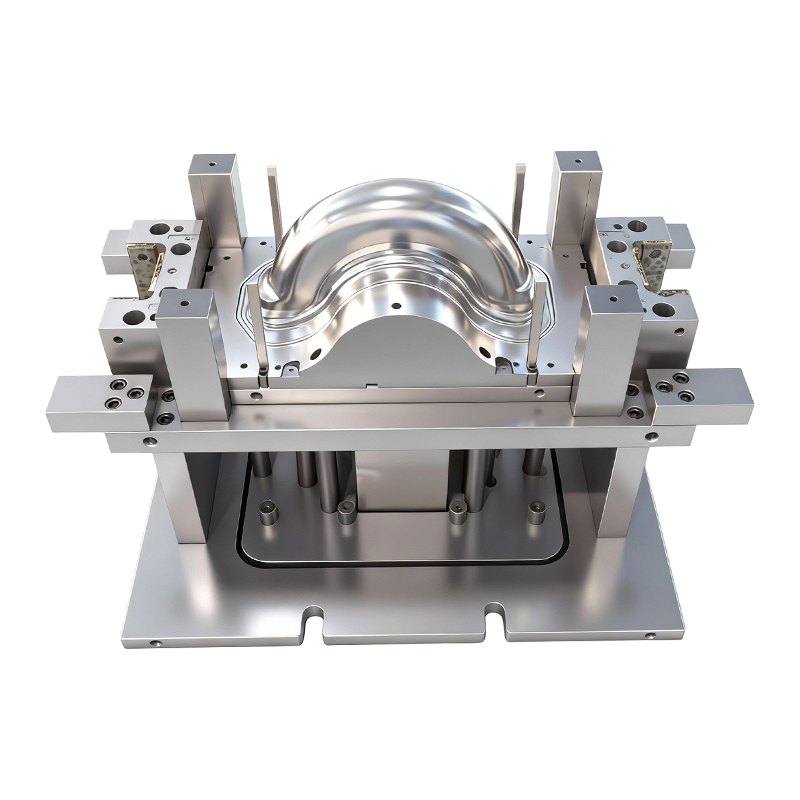
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
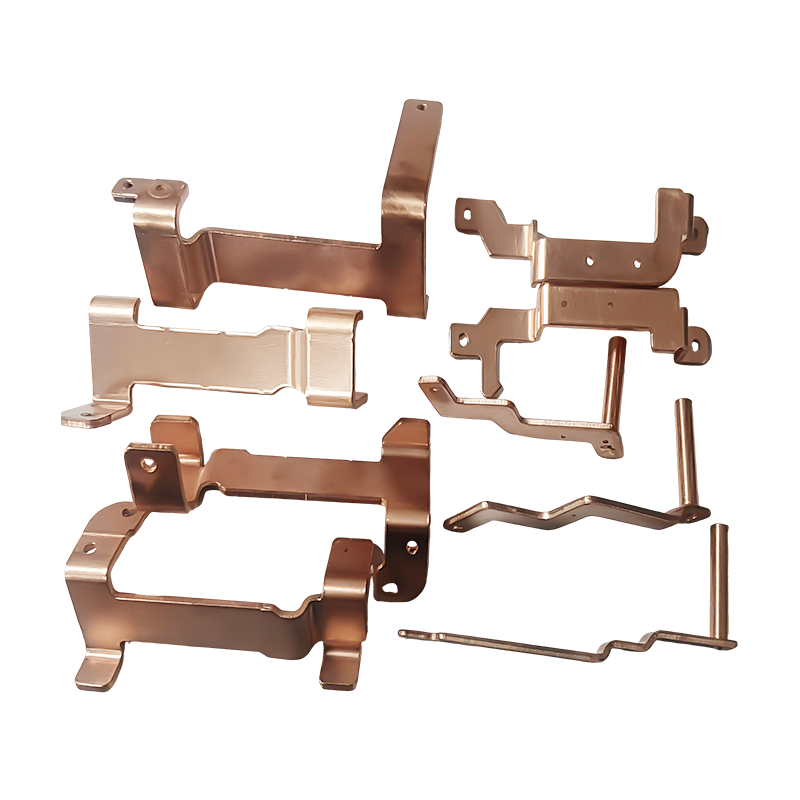
Piese de ștanțare a barelor colectoare din cupru pentru vehicule cu energie nouă
Piesele de ștanțare a barelor colectoare din cu...
-
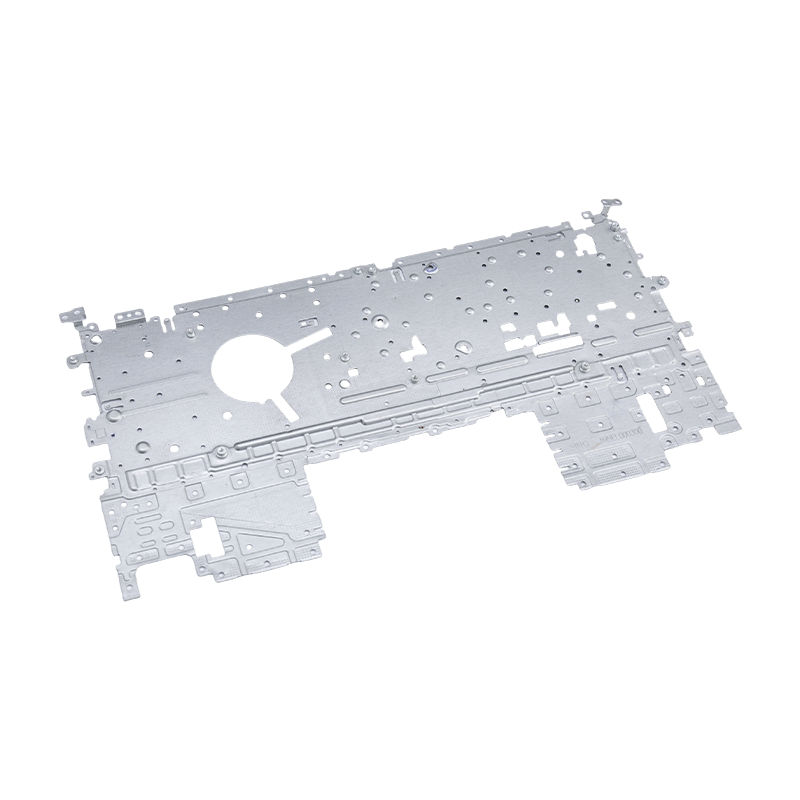
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-

Piese de ștanțare pentru camioane grele
Piesele noastre de ștanțare pentru camioane gre...
-
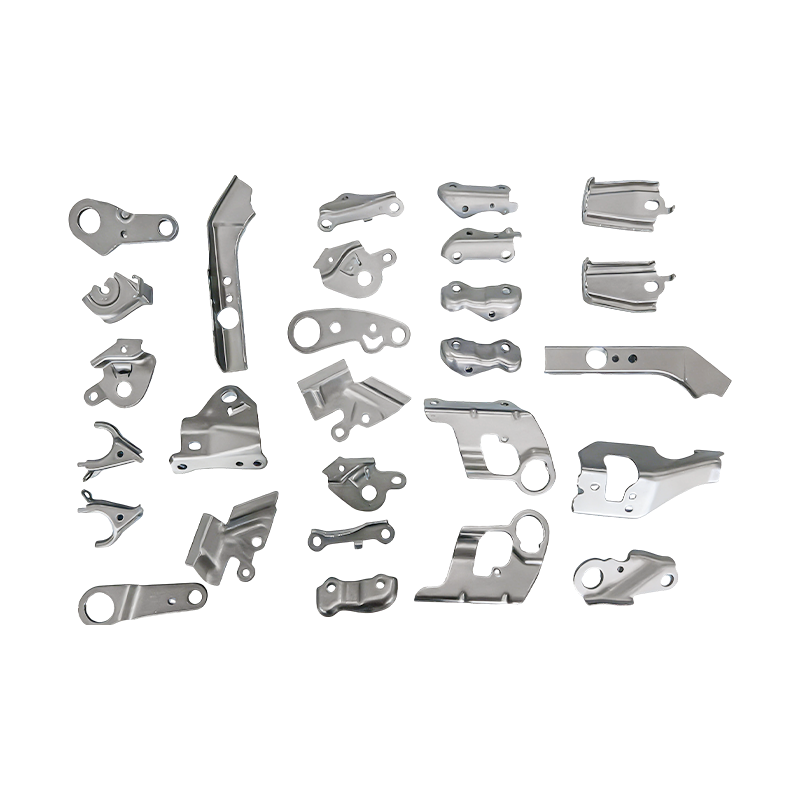
Piese auto mici piese de ștanțare progresivă
Piesele noastre de ștanțare progresivă pentru p...
-
Matrite progresive pentru piese auto
Această matriță continuă pentru carcasa motoare...
Știri din industrie
Acasă / Știri / Știri din industrie / Ghid pentru matrițe de ștanțare a metalelor cu ambutisare adâncă pentru piese auto
Ghid pentru matrițe de ștanțare a metalelor cu ambutisare adâncă pentru piese auto
2026-03-30
Fundamentele ambutisării adânci în matrițele de ștanțare a metalelor
În lumea complexă a producției, matrițe de ștanțare a metalelor servesc drept coloană vertebrală pentru producerea în masă a componentelor metalice precise. Dintre diferitele tipuri de operații de ștanțare, ambutisarea adâncă se remarcă ca un proces critic pentru transformarea tablei plate în forme goale tridimensionale. Spre deosebire de simpla îndoire sau tăiere, ambutisarea adâncă implică un joc sofisticat de forțe în care un poanson forțează un semifabricat de metal într-o cavitate a matriței. Obiectivul principal este de a controla fluxul de material, asigurându-se că foaia se întinde și curge în geometria dorită fără a compromite integritatea structurală sau uniformitatea grosimii acesteia. Acest proces este esențial pentru crearea pieselor care necesită adâncime semnificativă în raport cu diametrul lor, o cerință comună în industrii, de la bunuri de larg consum până la mașini grele.
Mecanica ambutisării adânci se bazează în mare măsură pe deformarea plastică a materialului. Pe măsură ce poansonul coboară, semifabricatul metalic este tras pe raza matriței. Zona semifabricatului care se află deasupra deschiderii matriței devine peretele cupei sau al piesei, în timp ce flanșa exterioară este trasă radial spre interior. Acest desen radial face ca diametrul flanșei să se micșoreze, ceea ce induce în mod natural tensiuni compresive ale cercului. Dacă aceste tensiuni nu sunt gestionate corect, materialul se va flamba, ducând la încrețiri. În schimb, dacă efortul de tracțiune din peretele cupei depășește limita de curgere a materialului, piesa se va rupe sau crăpa. Prin urmare, designul matrițelor de ștanțare a metalelor pentru ambutirea adâncă nu se referă doar la formă; este vorba despre managementul stresului.
Controlul fluxului de materiale și prevenirea defectelor
Pentru a obține o aspirație adâncă de succes, inginerii trebuie să controleze cu meticulozitate parametri precum forța suportului semifabricat și jocul matriței. Suportul semifabricatului, sau tamponul de presiune, aplică o anumită forță pe flanșa semifabricatului. Această forță este un echilibru delicat: trebuie să fie suficient de mare pentru a preveni șifonarea materialului pe măsură ce curge spre interior, dar suficient de scăzută pentru a permite materialului să alunece liber în cavitatea matriței. Dacă forța este prea mare, materialul nu poate curge, ducând la subțierea și eventuala fractură la raza poansonului. Dacă este prea scăzută, tensiunile de compresiune din flanșă provoacă riduri inestetice și slabe structural.
Degajarea matriței este un alt factor esențial. Aceasta se referă la distanța dintre poanson și peretele matriței. În ambutisarea adâncă standard, jocul este de obicei puțin mai mare decât grosimea foii pentru a permite materialului să curgă fără călcare excesivă. Cu toate acestea, în procesele cunoscute sub numele de „subțiere ambutisare adâncă” sau „călcare”, jocul este stabilit în mod intenționat mai mic decât grosimea inițială a materialului. Acest lucru reduce grosimea peretelui și crește înălțimea piesei, îmbunătățind în același timp finisarea suprafeței și precizia dimensională. Pentru a facilita acest flux și a reduce frecarea, care generează căldură și uzură, lubrifierea este critică. Lubrifianții avansati și acoperirile de suprafață pe matriță în sine ajută la prelungirea duratei de viață a matriței și asigură o calitate constantă a pieselor.
Defecte comune și soluții
- Încrețire: Cauzat de solicitarea excesivă de compresiune în flanșă. Rezolvată prin creșterea forței suportului semifabricat sau prin utilizarea margelelor de tragere pentru a restricționa fluxul.
- Fractură/ruptură: Apare atunci când efortul de tracțiune depășește limitele materialului. Rezolvat prin creșterea jocului matriței, îmbunătățirea lubrifierii sau recoacerea materialului pentru a restabili ductilitatea.
- urechi: Înălțimea neuniformă în partea superioară a piesei trase din cauza anizotropiei structurii granulației metalice. Controlat prin optimizarea orientării semifabricatului sau a operațiunilor de tăiere.
Integrare cu matrițe progresive pentru piese auto
În timp ce ambutisarea adâncă într-o singură etapă este obișnuită pentru piesele mari și simple, industria auto solicită adesea producția de volum mare de componente complexe. Aici devin indispensabile matrițele progresive pentru piese auto. Într-o configurație progresivă a matriței, o bandă de metal trece prin mai multe stații într-o singură matriță. Fiecare stație efectuează o operație diferită - perforare, îndoire și desenare - până când o piesă finită este produsă la stația finală. Integrarea ambutisării adânci într-o matriță progresivă este o provocare tehnic, deoarece materialul trebuie transportat între stații fără a distorsiona forma trasă.
Producătorii de automobile folosesc aceste matrițe progresive pentru a crea totul, de la suporturi mici pentru conectori până la elemente structurale mai mari. De exemplu, producția de componente ale sistemului de combustibil sau a pieselor de evacuare implică adesea o serie de etape de trasare în cadrul unei linii progresive. Avantajul constă în viteză și consistență. Prin automatizarea transferului piesei de la o etapă de desenare la alta, producătorii pot produce mii de piese pe oră cu o intervenție umană minimă. Cu toate acestea, proiectarea matrițelor progresive pentru piese auto necesită o luare în considerare atentă a „bandei de transport”, care ține piesa în timp ce se deplasează prin matriță. Suportul trebuie să fie suficient de puternic pentru a rezista forțelor de tragere, dar ușor de separat de partea finală.
Proiecte structurale avansate pentru geometrii complexe
Pe măsură ce modelele de automobile devin mai aerodinamice și reglementările de siguranță mai stricte, complexitatea geometrică a pieselor ștanțate crește. Matricele standard de ambutisare adâncă adesea nu pot atinge adâncimile sau formele necesare într-o singură lovitură. În consecință, au fost dezvoltate proiecte structurale specializate pentru a îndeplini aceste cerințe tehnice. Aceste modele permit formarea în mai multe etape într-o singură cursă de presare sau în mai multe operații, asigurând că chiar și cele mai complicate piese goale pot fi fabricate eficient.
| Tip matriță | Funcția | Aplicație |
| Desenul profund inițial inversat | Poansonul se mișcă în sus sau matrița se mișcă în jos pentru a forma inițial piesa din interior spre exterior. | Folosit pentru piese care necesită stabilitate ridicată în prima etapă de formare. |
| Desen inversat fără suport | Redenează piesa în direcția opusă fără un suport tradițional pentru semifabricat, bazându-se pe geometria matriței. | Ideal pentru reducerea diametrului în timp ce crește înălțimea în etapele ulterioare. |
| Desen de subțiere cu matriță dublă | Utilizează două matrițe concentrice pentru a subțire semnificativ grosimea peretelui în timp ce alungește piesa. | Fabricarea de cilindri de înaltă presiune sau carcase precise pentru automobile. |
Tehnici de desen invers
Desenarea inversă este o tehnică puternică folosită atunci când o piesă trebuie trasă mai adânc decât permite materialul într-o singură tragere înainte. În acest proces, cupa parțial trasă este întoarsă pe dos sau trasă în direcția opusă în următoarea stație. Acest lucru întărește materialul în mod diferit și permite rapoarte mai mari adâncime-diametru. Matricele de ambutisare inversă fără suport semifabricat sunt deosebit de utile aici, deoarece simplifică structura sculelor, menținând în același timp controlul asupra fluxului de material în timpul procesului de inversare.
Îmbunătățirea duratei de viață a matriței și a calității suprafeței
Longevitatea de matrițe de ștanțare a metalelor este direct corelat cu calitatea suprafeței pieselor produse și rentabilitatea liniei de fabricație. Ambutisarea adâncă implică frecare și presiune semnificativă, ceea ce poate duce la uzură (materialul lipit de matriță) și uzură. Pentru a combate acest lucru, fabricarea matrițelor moderne folosește tehnici avansate de lustruire și acoperire. Lustruirea razelor matriței la un finisaj în oglindă reduce frecarea, permițând metalului să curgă lin. În plus, pe suprafețele de lucru ale matriței sunt aplicate acoperiri precum nitrură de titan (TiN) sau carbon asemănător cu diamant (DLC).
Aceste acoperiri oferă o suprafață dură, cu frecare scăzută, care rezistă la abraziune și coroziune. În contextul matrițelor progresive pentru piese auto, unde timpul de funcționare este critic, matrițele acoperite reduc frecvența opririlor de întreținere și ratele de respingere a pieselor. În plus, alegerea materialelor matrițelor este crucială. Oțelurile de scule cu conținut ridicat de carbon și crom sunt adesea folosite pentru rezistența la uzură, în timp ce inserțiile din carbură de tungsten pot fi utilizate în aplicații de volum mare unde este necesară durabilitate extremă. Combinând designul structural robust cu ingineria suprafețelor, producătorii se pot asigura că matrițele de ambutisare adâncă funcționează fiabil pe parcursul a milioane de cicluri.
Aplicații în producția modernă de automobile
Aplicarea tehnologiei de embotire adâncă este omniprezentă în sectorul auto. Unul dintre cele mai clasice exemple este fabricarea rezervoarelor de combustibil auto. Aceste componente necesită forme complexe, goale, care pot rezista presiunii interne și impactului extern. Embutarea adâncă permite crearea acestor containere fără sudură din tablă, asigurând integritatea etanșă. În mod similar, bazinele și chiuvetele emailate, în timp ce bunurile de larg consum, împărtășesc aceleași principii de fabricație, demonstrând versatilitatea procesului.
În era vehiculelor electrice (EV-uri), cererea pentru piese ambute adânc a crescut. Carcasele bateriilor, carcasele motoarelor și casetele de blocare structurale utilizează adesea procese de ambutisare adâncă pentru a obține carcase ușoare, dar puternice. Capacitatea de a subția materialul în timpul procesului de extragere (subțierea ambutisării adânci) ajută la reducerea greutății totale a vehiculului, ceea ce este esențial pentru extinderea autonomiei bateriei. Pe măsură ce industria se îndreaptă către materiale mai ușoare, cum ar fi aluminiul și oțelul de înaltă rezistență, rolul matrițelor specializate de ștanțare a metalelor devine și mai proeminent. Inginerii trebuie să adapteze designul matrițelor pentru a face față diferitelor caracteristici de retur cu arc și limitele de formabilitate ale acestor aliaje avansate, asigurându-se că următoarea generație de vehicule este atât sigură, cât și eficientă.
Postarea anterioară
Matrice de ștanțare de precizie pentru electronice și electrocasnice: soluții de producție de înaltă eficiență în 2026
Postarea următoare
Ghid pentru piese de ștanțare și desen pentru metal
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
