-
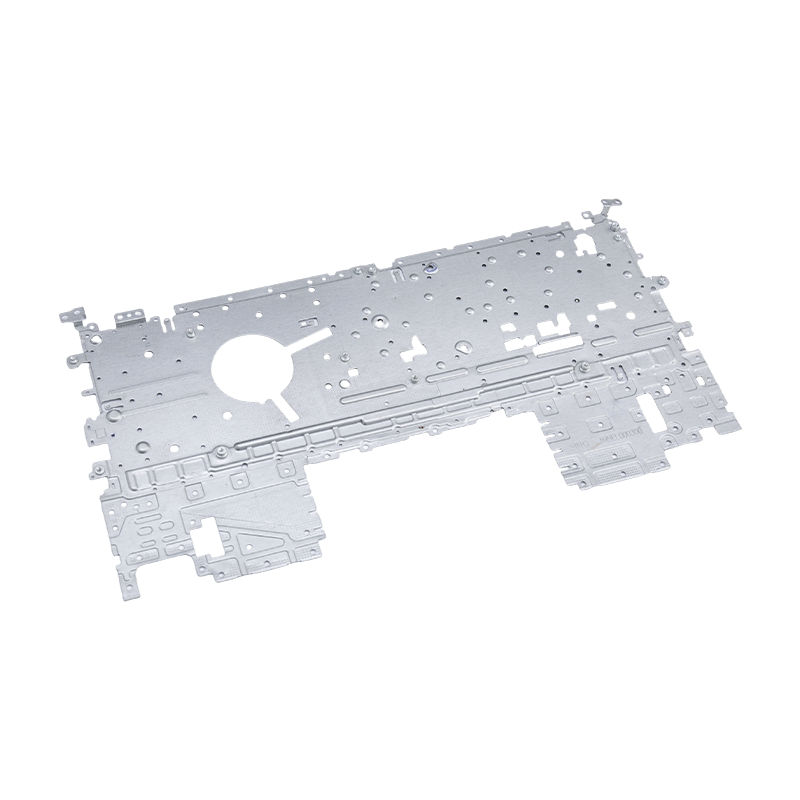
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-

Piese de ștanțare pentru camioane grele
Piesele noastre de ștanțare pentru camioane gre...
-
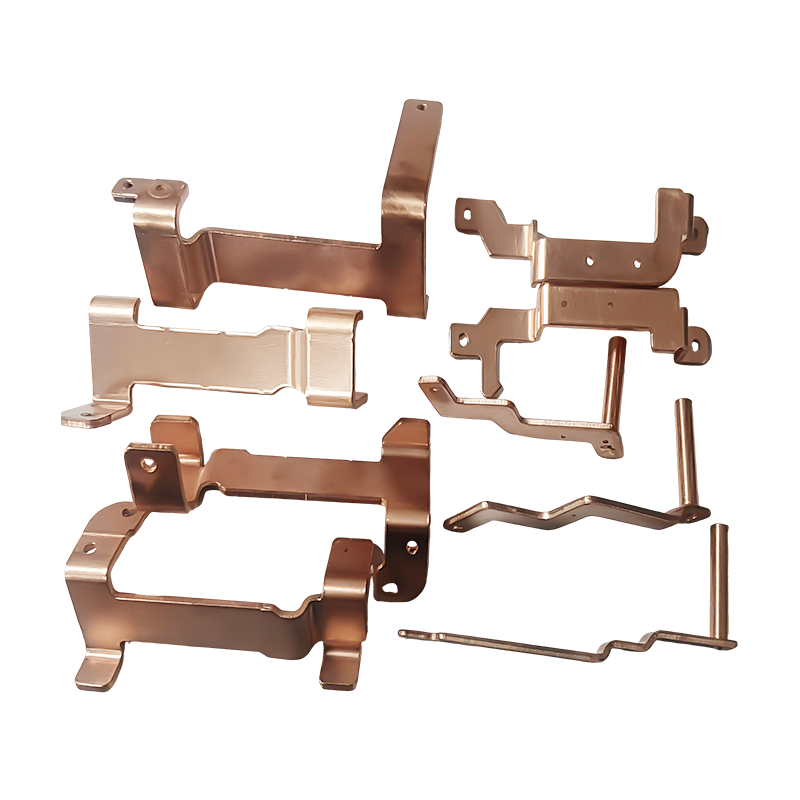
Piese de ștanțare a barelor colectoare din cupru pentru vehicule cu energie nouă
Piesele de ștanțare a barelor colectoare din cu...
-
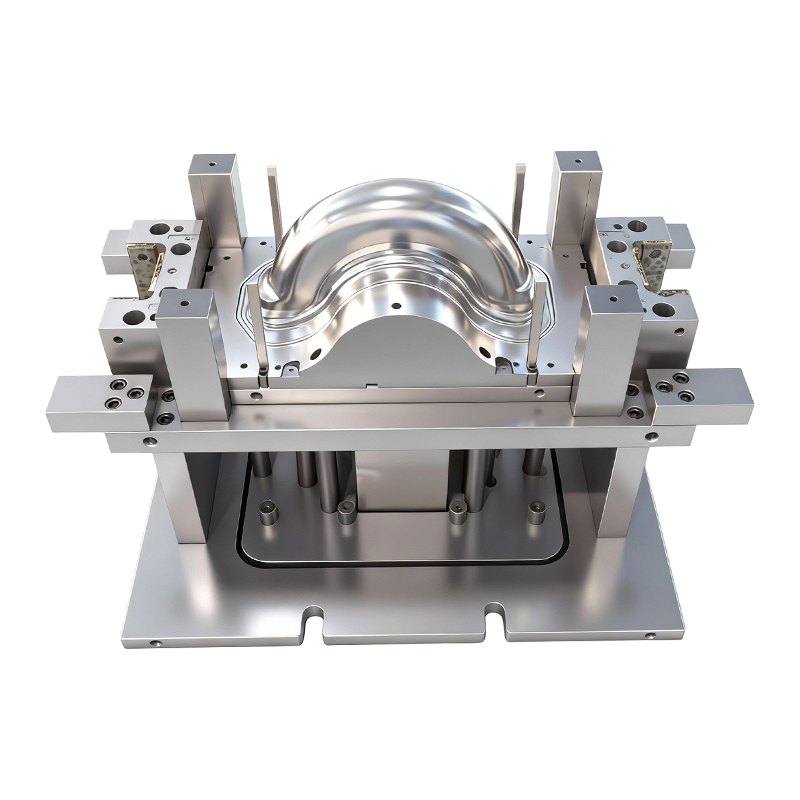
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
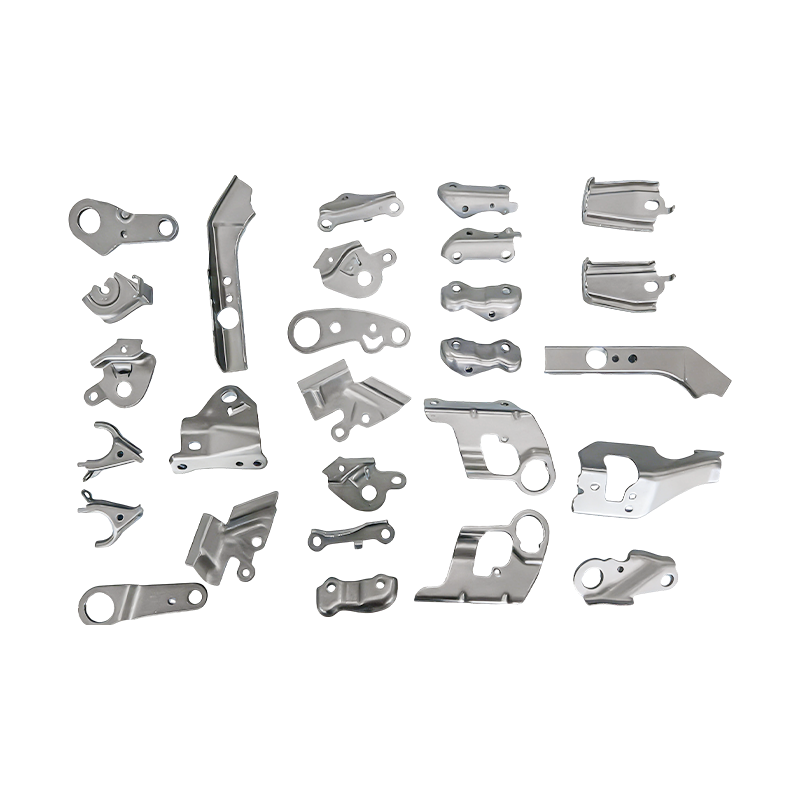
Piese auto mici piese de ștanțare progresivă
Piesele noastre de ștanțare progresivă pentru p...
-
Matrite progresive pentru piese auto
Această matriță continuă pentru carcasa motoare...
Știri din industrie
Ghid pentru piese de ștanțare și desen pentru metal
2026-03-23
Ce sunt piesele de ștanțare metalice și cum sunt fabricate
Piese de ștanțare metalice sunt componente metalice formate cu precizie produse prin aplicarea unei forțe controlate printr-o presă de ștanțare pentru a deforma tabla într-o formă definită folosind matrițe din oțel de scule întărite. Procesul cuprinde o familie de operații - decuparea, perforarea, îndoirea, formarea, marcarea și gofrarea - care pot fi efectuate individual în matrițe cu o singură etapă sau combinate în matrițe progresive sau de transfer care completează mai multe operații într-o singură cursă de presare. Rezultatul este o componentă cu geometrie consecventă, toleranțe dimensionale strânse și caracteristici de finisare a suprafeței, care sunt determinate în întregime de designul matriței, mai degrabă decât de priceperea operatorului, făcând ștanțarea unul dintre cele mai repetabile și scalabile procese de formare a metalului disponibile producătorilor.
Economia pieselor de ștanțare metalice este determinată de amortizarea matrițelor în volume mari de producție. Odată ce investiția în scule este făcută, costul pe bucată al componentelor ștanțate scade rapid odată cu volumul - făcând ștanțarea procesul de formare dominant pentru orice aplicație care necesită mii sau milioane de componente metalice identice. Pentru producătorii de electrocasnice care produc milioane de unități anual și pentru producătorii de automobile OEM cu modele de sute de mii, avantajul cost-pe-piesă al ștanțarii față de prelucrare sau turnare este decisiv. Grosimea constantă și toleranțele strânse sunt menținute automat de geometria matriței, eliminând variabilitatea dimensională care necesită inspecție manuală și sortare în metode de fabricație mai puțin precise.
Produse pentru piese de desen metalic: principii și capacități de proces
Produsele de piese de trefilare metalice sunt produse prin ambutisare adâncă - un subproces de ștanțare în care un semifabricat de tablă plată este trasat radial într-o matriță de formare prin acțiunea mecanică a unui poanson, creând o componentă goală, fără sudură, cu o adâncime care depășește diametrul său. Ambulația adâncă este procesul din spatele cutiilor cilindrice, cupelor, carcaselor, carcaselor și carcasei în aproape fiecare industrie de producție. Spre deosebire de operațiunile de îndoire sau decupare care forfecă sau pliază materialul, ambutisarea adâncă deformează plastic metalul determinând un flux controlat de material din zona flanșei în cavitatea matriței, transformând tabla plată într-o formă tridimensională fără îndepărtarea materialului.
Calitatea produselor pentru piese metalice depinde de gestionarea precisă a mai multor parametri de proces care interacționează: forța suportului semifabricatului, viteza poansonului, lubrifierea, ductilitatea materialului și raportul de tragere - relația dintre diametrul semifabricatului și diametrul poansonului. Depășirea raportului limitator de tragere a materialului fără recoacere intermediară cauzează încrețirea, ruperea sau neuniformitatea grosimii peretelui care face piesa inutilizabilă. Operațiunile moderne de ambutisare adâncă folosesc simularea cu elemente finite în timpul proiectării matriței pentru a prezice fluxul de material și a optimiza parametrii procesului înainte de tăierea oricărei scule, reducând semnificativ timpul de dezvoltare și deșeurile asociate abordărilor empirice de încercare și eroare.
Diferențele esențiale dintre ștanțare și embotire adâncă
- Geometria piesei — Piesele de ștanțare metalice sunt de obicei componente plate sau cu formă superficială produse într-o singură cursă de presare, în timp ce produsele pentru piese metalice de trefilare sunt învelișuri goale, tridimensionale, produse prin flux progresiv de material pe una sau mai multe etape de tragere.
- Stare de stres al materialului — Ștanțarea supune materialul în primul rând la tensiuni de tracțiune, compresiune sau încovoiere în planul tablei. Ambutisarea adâncă creează o stare de efort biaxială complexă - tracțiune în perete, compresiune în flanșă - care necesită materiale cu alungire mare și raporturi scăzute de curgere la tracțiune pentru formare cu succes.
- Complexitatea sculelor — Matrițele de ambutisare adâncă necesită un control precis al jocului dintre poanson și matriță, sisteme de suport pentru semifabricate și, adesea, mai multe etape de retrasare pentru componentele adânci, făcând sculele mai complexe și mai costisitoare decât matrițele de ștanțare cu volum echivalent pentru piesele formate plane.
- Cerințe de finisare a suprafeței — Produsele pentru piese metalice utilizate în aplicații vizibile — cum ar fi carcasele aparatelor sau ambalajele cosmetice — necesită o gestionare atentă a lubrifierii și o finisare a suprafeței matriței pentru a preveni urmele de scule, uzura și textura de coajă de portocală pe suprafața desenată.
Materiale utilizate în operațiunile de ștanțare și desenare a metalelor
Alegerea materialului pentru piese de ștanțare metalice și produse pentru piese de desen metalic este una dintre cele mai importante decizii în procesul de dezvoltare a componentelor. Materialul ales trebuie să satisfacă cerințele de proprietate mecanică ale aplicației, cerințele de formabilitate ale procesului de ștanțare sau de desenare, cerințele de finisare a suprafeței piesei finite și constrângerile de cost ale programului de fabricație. Următoarele materiale reprezintă marea majoritate a componentelor ștanțate și desenate din sectoarele industriale.
| Material | Proprietăți cheie | Aplicații tipice |
| Oțel cu conținut scăzut de carbon (DC01–DC06) | Formabilitate excelentă, cost redus, sudabil | Panouri pentru aparate, console, întăriri ale caroseriei |
| Oțel de înaltă rezistență (HSS/AHSS) | Rezistenta mare la curgere, absorbtie de energie de impact | Componente structurale și de siguranță pentru autovehicule |
| Otel galvanizat/electrogalvanizat | Rezistență la coroziune, vopsibil | Cuve mașini de spălat, rame frigidere |
| Oțel inoxidabil (304, 430) | Rezistenta la coroziune, suprafata igienica | Căptușeli interioare pentru aparate, echipamente alimentare |
| Aliaj de aluminiu (1xxx, 3xxx, 5xxx) | Ușoare, rezistente la coroziune | Panouri de caroserie auto, schimbatoare de caldura |
| Cupru și alamă | Conductivitate electrică, formabilitate | Contacte electrice, conectori, terminale |
Piese de ștanțare metalice în producția de electrocasnice
Producția de electrocasnice este unul dintre cele mai mari și mai solicitante sectoare de aplicare pentru piese de ștanțare metalice. Fiecare categorie majoră de aparate - frigidere, mașini de spălat, aparate de aer condiționat, mașini de spălat vase și aparate de gătit - conține zeci până la sute de componente ștanțate care îndeplinesc simultan roluri structurale, funcționale și estetice. Consecvența dimensională pe care o oferă ștanțarea este esențială în asamblarea aparatelor, unde componentele de la mai mulți furnizori trebuie să se potrivească între ele în cadrul unor toleranțe strânse de asamblare pe liniile de producție de mare viteză.
Frigidere
Tocurile ușilor frigiderelor sunt printre cele mai importante piese de ștanțare din punct de vedere dimensional în fabricarea de aparate. Tocul ușii trebuie să mențină planeitatea și dreptatea în limite strânse de toleranță pentru a asigura un contact constant cu garnitura ușii pe întregul său perimetru - o cerință direct legată de eficiența energetică a frigiderului. Orice abatere dimensională care creează goluri în garnitură are ca rezultat scurgeri de aer rece, timp de funcționare crescut al compresorului și consum de energie peste valoarea nominală certificată. Capacitatea ștanțarii de a menține aceste toleranțe în mod consecvent în producția de volum mare este ceea ce o face singura metodă practică de fabricație pentru această aplicație.
Mașini de spălat
Suporturile cuvei interioare ale mașinii de spălat sunt piese de ștanțare care trebuie să reziste la sarcini dinamice semnificative - forțele centrifuge în timpul ciclurilor de centrifugare pot ajunge la câteva sute de kilograme - menținând în același timp relații de poziție precise între cuvă, rulmenții tamburului și ansamblul motorului. Precizia dimensională a suportului afectează în mod direct echilibrul vibrațiilor în timpul filării de mare viteză, care, la rândul său, determină nivelurile de zgomot, durata de viață a rulmentului și durata de viață la oboseală structurală a întregii mașini. Suporturile ștanțate produse cu grosime constantă și toleranțe strânse elimină variația de asamblare care altfel ar necesita ajustări individuale de echilibrare pe fiecare unitate.
Aer conditionat
Șasiul aparatului de aer condiționat utilizează piese de ștanțare pentru o încărcare stabilă și o montare precisă a compresorului, motorului ventilatorului, schimbătorului de căldură și componentelor electrice. Șasiul trebuie să-și mențină geometria dimensională prin solicitările mecanice de transport, instalare și ani de vibrații de la compresor și ventilator. Șasiul din oțel ștanțat cu grosime constantă a peretelui oferă raportul rigiditate-greutate necesar pentru aceste aplicații, fără costul alternativelor prelucrate sau turnate.
Aplicații auto: siguranță, precizie și performanță
În sectorul auto, piesele de ștanțare metalice sunt esențiale pentru siguranță și performanță în moduri care fac ca cerințele de precizie dimensională și integritatea materialului să nu fie negociabile. Specificațiile de ștanțare auto sunt printre cele mai stricte din orice industrie de producție, cu toleranțe dimensionale ale componentelor critice pentru siguranță măsurate în zecimi de milimetru și cerințele de proprietate a materialului verificate prin controlul statistic al procesului, mai degrabă decât prin inspecția prin eșantionare.
Componente de frână și suspensie
Componentele etrierului de frână reprezintă unele dintre cele mai solicitante aplicații pentru piese de ștanțare metalice din sectorul auto. Suportul etrierului și hardware-ul de montare trebuie să mențină geometria precisă pentru a asigura alinierea corectă a plăcuțelor, distribuția uniformă a forței de strângere și performanța de frânare constantă pe întreaga gamă de temperaturi și sarcini de funcționare. Precizia dimensională ridicată a ștanțarii – de obicei ±0,1 mm sau mai bună pentru caracteristicile critice ale sculelor de producție – îndeplinește aceste cerințe la volumele și costurile cerute de producția de automobile. Orice abatere de la geometria specificată a componentelor de frânare se traduce direct în variabilitatea performanței de frânare care afectează certificarea de siguranță a vehiculului.
Structuri de scaune și întăriri ale corpului
Suporturile scaunelor și întăririle panoului caroseriei se bazează pe precizia dimensională ridicată a ștampilării pentru a îndeplini standardele stricte de siguranță auto în testarea performanței la impact. Suporturile scaunelor trebuie să-și mențină integritatea traseului de încărcare sub forțele extreme generate în evenimentele de impact frontal și lateral, asigurându-se că sistemele de reținere a ocupanților funcționează așa cum este proiectat. Întăririle panourilor caroseriei - grinzi de intrare a ușilor, inserții pentru stâlpi B și armături pentru tunelul podelei - sunt din ce în ce mai fabricate din ștanțare avansată din oțel de înaltă rezistență care absorb energia de impact prin deformare controlată, un comportament care depinde în mod esențial de consistența precisă a grosimii materialului și acuratețea geometriei. Versatilitatea pieselor de ștanțare metalice în aceste aplicații critice pentru siguranță le face indispensabile pentru o producție fiabilă și rentabilă în sectorul auto.
Controlul calității și managementul toleranței în producția de ștanțare
Menținerea coerenței dimensionale în producția de ștanțare de mare volum necesită o abordare sistematică a controlului calității care începe cu proiectarea matriței și continuă prin fiecare etapă a producției. Precizia dimensională care face ca piesele metalice de ștanțare să fie valoroase în asamblare - reducerea golurilor de asamblare, reducerea costurilor de producție și creșterea durabilității produsului - nu este un rezultat automat al procesului de ștanțare. Este rezultatul controlului disciplinat al procesului aplicat în mod consecvent pe parcursul întregului ciclu de producție.
- Inspecția primului articol (FAI) — Verificarea dimensională completă a primelor piese de producție în raport cu desenul ingineresc folosind mașini de măsurare în coordonate (CMM) confirmă faptul că matrița produce piese în limitele toleranței înainte de începerea producției în volum. Datele FAI oferă linia de bază pe baza căreia este măsurată variația ulterioară a producției.
- Controlul statistic al procesului (SPC) — Monitorizarea continuă a dimensiunilor critice în timpul producției, cu ajutorul diagramelor de control, identifică deviația procesului înainte de a produce piese în afara toleranței, permițând ajustări preventive a sculei, mai degrabă decât generarea reactivă a deșeurilor.
- Programe de întreținere a matrițelor — Uzura progresivă a matriței – în special pe marginile de tăiere, razele de îndoire și margelele de tragere – afectează direct dimensiunile pieselor. Intervalele structurate de întreținere a matriței bazate pe numărarea pieselor, cu verificare dimensională la fiecare interval, împiedică deviația de toleranță cauzată de uzura sculei să ajungă la produsele asamblate.
- Inspecția materialului de intrare — Variația grosimii tablei, abaterea limitei de curgere și starea suprafeței afectează toate dimensiunile piesei de ștanțare și comportamentul elastic. Verificarea materialelor primite în raport cu rapoartele de testare certificate la fabrică și eșantionarea statistică a proprietăților fizice împiedică variația dimensională indusă de material să intre în proces.
-

Postarea anterioară
Ghid pentru matrițe de ștanțare a metalelor cu ambutisare adâncă pentru piese auto
Postarea următoare
Piese de ștanțare metalice pentru automobile și electrocasnice: procese, materiale și standarde de calitate
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
