-
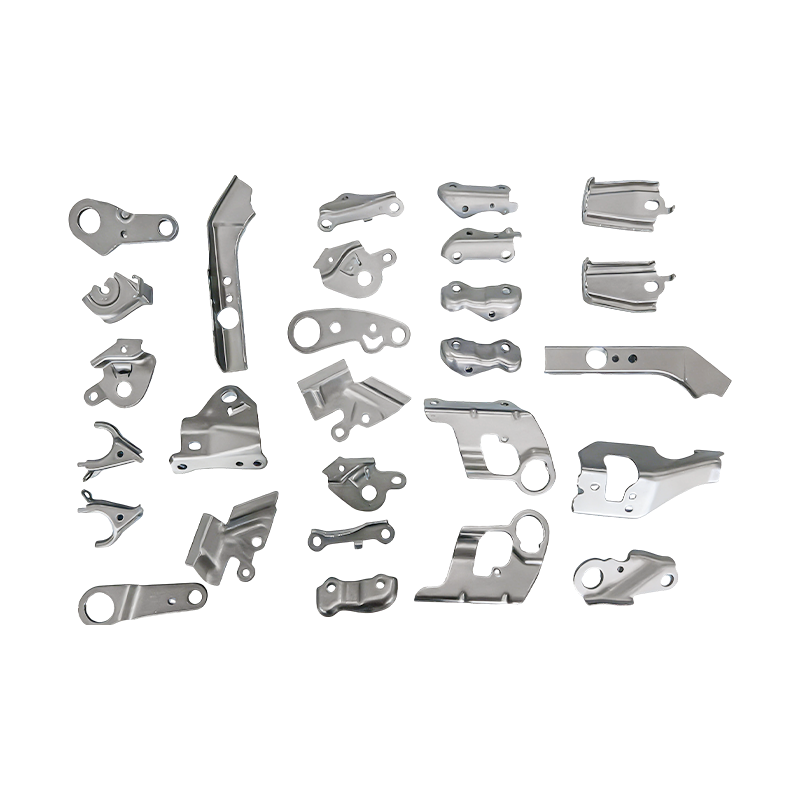
Piese auto mici piese de ștanțare progresivă
Piesele noastre de ștanțare progresivă pentru p...
-
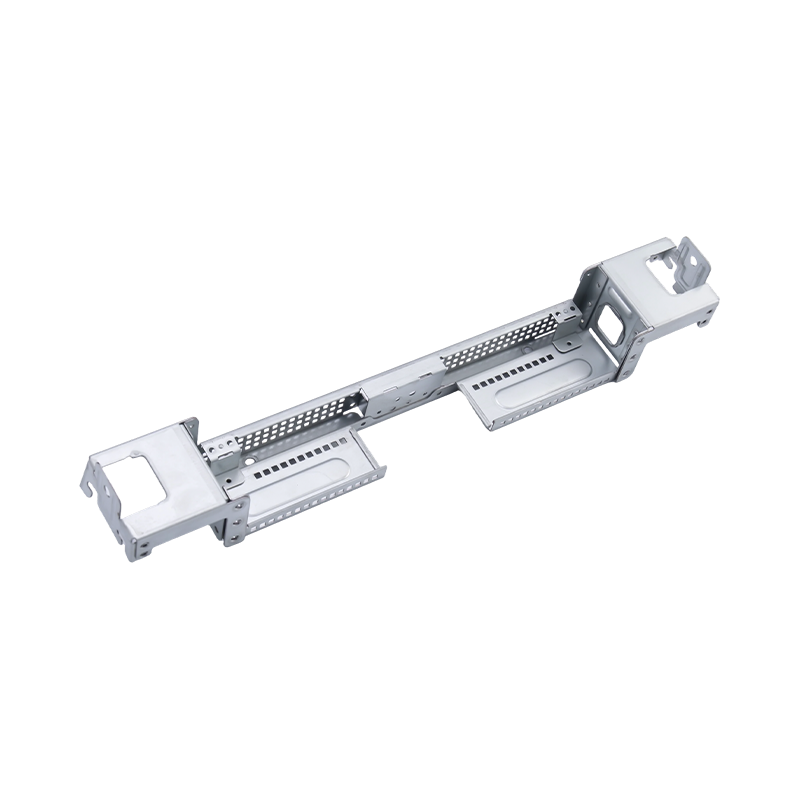
Piese de ștanțare de computer mari de înaltă calitate
Piesele noastre de ștanțare mari pentru compute...
-
Piese de ștanțare scaun auto
Piesele de ștanțare a scaunelor auto sunt compo...
-

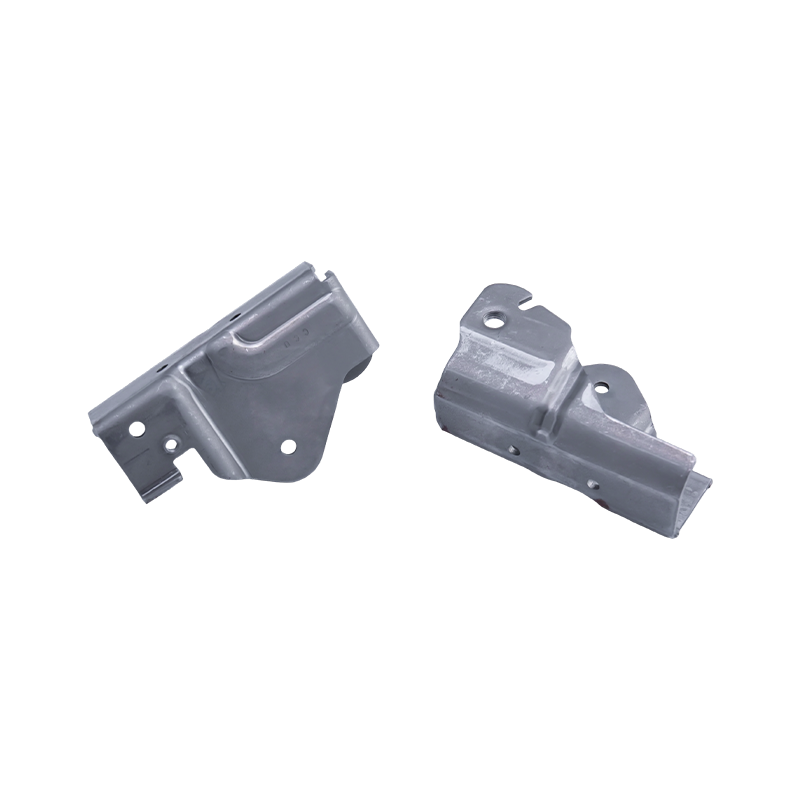
Piese de ștanțare a carcasei motorului auto
Piesele de ștanțare ale carcasei motorului de a...
-
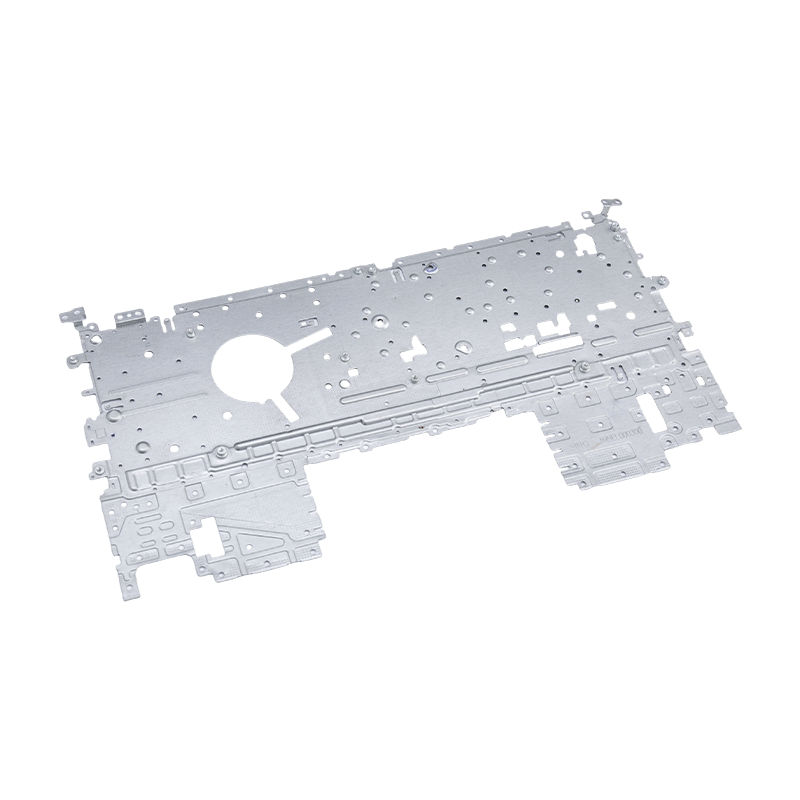
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
Știri din industrie
Acasă / Știri / Știri din industrie / Cum modifică oțelurile avansate de înaltă rezistență producția de piese de ștanțare auto?
Cum modifică oțelurile avansate de înaltă rezistență producția de piese de ștanțare auto?
2026-02-25
În ce noțiuni AHSS sunt utilizate de fapt Piese de ștanțare auto
Oțelurile avansate de înaltă rezistență nu sunt un singur material, ci o familie de sisteme de aliaje distincte, fiecare proiectat cu un mecanism microstructural specific pentru a obține combinația rezistență-ductilitate. Înțelegerea claselor apar în ce aplicații pentru piese de ștanțare auto este punctul de plecare pentru a înțelege de ce aceste materiale modifică procesul de fabricație atât de fundamental. Oțelurile cu dublă fază (DP) - cea mai răspândită familie AHSS - constă dintr-o matrice de ferită cu insule de martensită dispersate, oferind claselor precum DP600, DP780 și DP980 o combinație de viteză de întărire inițială ridicată și alungire bună care se potrivește pentru elementele structurale, cum ar fi stâlpii B, etapele și traversele. Oțelurile cu plasticitate indusă de transformare (TRIP) folosesc austenită reținută metastabilă care se transformă progresiv în martensită în timpul formării, oferind o absorbție excepțională a energiei, ceea ce le face adecvate pentru componentele critice la impact, cum ar fi șinele longitudinale și armăturile barei de protecție. Oțelurile martensitice (MS1300, MS1500) sunt utilizate acolo unde rezistența maximă este prioritatea și cerințele de formabilitate sunt modeste - armăturile panourilor de culbutoare și grinzile de intruziune a ușii sunt aplicații tipice. Oțelurile formate prin presare la cald (HPF), în special 22MnB5 cu un strat de AlSi, sunt austenitizate și apoi formate și stinse simultan într-o matriță răcită, producând rezistențe la tracțiune de peste 1.500 MPa pe care niciun proces de formare la rece nu le poate egala pentru piese precum piesele interioare ale stâlpilor A și armăturile tunelului.
Alegerea gradului de utilizat pentru o anumită piesă de ștanțare auto este determinată de poziția piesei în structura de siguranță a vehiculului, de comportamentul necesar de gestionare a energiei la impact și de severitatea formării geometriei acesteia. O componentă care trebuie să absoarbă energie progresiv prin pliere controlată - precum șina frontală - beneficiază de rata mare de întărire a oțelului DP sau TRIP, în timp ce o componentă care trebuie să rămână rigidă și să reziste la intruziune sub sarcină - cum ar fi un stâlp B - poate fi mai bine servită de rezistența extremă a unei piese formate prin presare la cald. Această selecție specifică aplicației înseamnă că o singură caroserie în alb poate include cinci sau șase grade AHSS diferite, fiecare procesată prin diferite scule și condiții de presare.
Severitate și compensare elastică în piesele de ștanțare auto AHSS
Springback este cea mai importantă provocare de producție pe care AHSS o introduce în producția de piese de ștanțare auto, iar severitatea sa în aceste materiale este substanțial mai mare decât orice lucru experimentat cu oțelul moale sau chiar cu clasele convenționale de înaltă rezistență cu aliaj scăzut (HSLA). Cauza fundamentală este raportul mare de curgere la tracțiune caracteristic AHSS: DP980, de exemplu, are o rezistență la curgere de aproximativ 700–900 MPa și o rezistență la tracțiune de 980 MPa, dând un raport de curgere de 0,71–0,92. Oțelul moale DC04 are un raport de curgere de aproximativ 0,45. Deoarece mărimea elasticității este proporțională cu raportul dintre forța de curgere și modulul elastic (modulul Young pentru oțel este de aproximativ 210 GPa, indiferent de grad), iar AHSS are o limită de curgere de două până la patru ori mai mare decât oțelul moale la același modul, deformarea elastică care se recuperează după deschiderea matriței este proporțional de două până la patru ori mai mare. Pe o secțiune de canal de 90° formată din DP980, înapoi unghiular de 10°–16° la pereții laterali este comun înainte de compensare, în comparație cu 2°–4° pentru o piesă echivalentă din oțel moale.
Strategiile de compensare utilizate în practică pentru piesele de ștanțare auto AHSS sunt mai complexe decât simpla îndoire geometrică care este suficientă pentru oțelul moale. De obicei, sunt combinate trei abordări:
- Compensare geometrică ghidată de FEA: Software-ul de simulare de formare (AutoForm, Dynaform sau PAM-STAMP) cu un card de material calibrat pentru gradul specific AHSS prezice distribuția elastică pe suprafața piesei. Geometria matriței este apoi transformată în direcția opusă de cantitatea anticipată de backback - un proces numit compensare matriță - astfel încât piesa să revină la geometria nominală după deschiderea sculei. Pentru piesele structurale complexe de automobile, acest proces necesită de obicei două sau trei cicluri de simulare-compensare-testare înainte ca geometria matriței să convergă la forma compensată corectă.
- Recomprimare după formular: O stație dedicată de reîncărcare aplică o sarcină de batare sau călcare în regiunile cele mai predispuse la retur ale piesei - de obicei pereții laterali și flanșele secțiunilor de canal - transformând solicitarea elastică suplimentară în deformare din plastic și reducând înapoi elasticul recuperabil. Forțele de restabilire pentru DP980 pot atinge 150–200% din forța de formare pentru aceeași geometrie în oțel moale, ceea ce afectează direct selecția tonajului presei.
- Optimizarea geometriei margelelor de desen: Creșterea forței de reținere a talonului de tragere întinde materialul dincolo de punctul de curgere pe măsură ce curge peste talon, lăsându-l într-o stare de tensiune mai mare la sfârșitul formării. Tensiune mai mare la deschiderea matriței înseamnă mai puțină recuperare a tensiunii diferențiale și mai previzibilă, mai uniformă, care este mai ușor de compensat geometric. Pentru AHSS, înălțimile și razele talonului de tragere sunt reglate mai agresiv decât pentru oțelul moale, iar creșterea rezultată a forței suportului semifabricat trebuie luată în considerare în planificarea capacității presei.
Cum AHSS accelerează uzura matrițelor și modifică cerințele de scule
Forțele de formare necesare pentru a deforma plastic AHSS sunt de două până la patru ori mai mari decât cele pentru oțelul moale de aceeași grosime, iar acele forțe ridicate sunt transmise direct la suprafețele matriței ca presiune de contact. Rezultatul este o accelerare semnificativă a uzurii matrițelor abrazive – în special pe razele de tragere, suprafețele de liant și muchiile de tăiere – care scurtează intervalele de întreținere și crește costul total al sculelor pe piesă produsă. O matriță care produce piese de ștanțare pentru automobile din oțel moale ar putea fi reșlefuită după 200.000–300.000 de curse; aceeași geometrie a matriței care formează DP780 poate necesita reșlefuire după 80.000–120.000 de curse dacă materialul matriței și tratamentul suprafeței nu sunt îmbunătățite pentru a se potrivi cu presiunile de contact mai mari.
Materialul de scule și strategia de tratare a suprafeței pentru piesele de ștanțare auto AHSS diferă de practica oțelului blând în mai multe moduri specifice. Comparația de mai jos rezumă upgrade-urile cheie aplicate în mod obișnuit:
| Componentă matriță | Practica oțelului blând | Practica AHSS |
| Desenați materialul matriței | Fontă ductilă (GGG70L) | Oțel pentru scule D2/SKD11 sau DC53 |
| Tratamentul suprafeței razei desenului | Cromare sau călire la flacără | Acoperire TiAlN sau TiCN PVD (2.800–3.200 HV) |
| Tăierea materialului de poanson | SKD11 la 58–60 HRC | DC53 sau PM oțel pentru scule la 60–63 HRC |
| Tratamentul suprafeței liantului | Niciuna sau nitrurare | Strat superior PVD de nitrurare sau cermet cu pulverizare termică |
| Interval de măcinare | 200.000–300.000 de lovituri | 100.000–200.000 de curse (cu materiale îmbunătățite) |
Uzura - transferul adeziv al materialului piesei de prelucrat pe suprafața matriței - este un mod de eșec deosebit de dăunător atunci când se formează AHSS galvanizat. Acoperirea cu zinc pe oțelul galvanizat DP sau TRIP se transferă ușor pe suprafața matriței sub presiunea de contact ridicată a formării AHSS, iar acumularea de zinc acumulează apoi piesele ulterioare. Acoperirile DLC (carbon asemănător cu diamantul) au demonstrat cea mai bună performanță anti-găling pentru AHSS galvanizat, deoarece energia de suprafață extrem de scăzută a DLC inhibă aderența zincului, dar stabilitatea limitată a temperaturii a DLC (degradarea începe peste 300°C) trebuie gestionată prin asigurarea unei lubrifieri adecvate pentru a menține temperatura suprafeței matriței sub acest prag în timpul producției.
Cerințe privind selecția presei și tonaj pentru piese de ștanțare auto AHSS
Forța de formare necesară pentru piesele de ștanțare auto AHSS are un impact direct și semnificativ asupra selecției presei. Forța de tăiere pentru o anumită tăiere perimetrală este proporțională cu rezistența finală la tracțiune a materialului, ceea ce înseamnă că ștanțarea DP980 necesită aproximativ 2,5 ori mai mult tonaj de șablon DC04 la aceeași grosime și perimetru. Pentru o piesă auto structurală mare - un stâlp B exterior sau o șină longitudinală a podelei - numai forța de tăiere poate ajunge la 800-1.200 de tone pentru DP980, necesitând prese în intervalul de 1.500-2.500 de tone care încorporează o marjă de capacitate suplimentară pentru a evita operarea la cota maximă. Funcționarea constantă a unei prese la 90% din tonajul său nominal cu AHSS accelerează oboseala cadrului presei, uzura șuruburilor de conectare și uzura rulmenților arborelui cotit la rate pe care programele de întreținere calibrate pentru producția de oțel moale nu le vor anticipa.
Tehnologia presei servo a oferit avantaje semnificative pentru piesele de ștanțare auto AHSS față de presele excentrice convenționale acționate de volant. Capacitatea de a programa profiluri arbitrare de mișcare a berbecului - mai degrabă decât a urma o curbă sinusoidală fixă - permite preselor servo să încetinească berbecul prin zona de formare în care înapoi AHSS este cel mai sensibil la viteza de formare, îmbunătățind consistența dimensională. De asemenea, permite presei să rămână la punctul mort inferior pentru un timp programabil, ceea ce s-a dovedit că reduce înapoi în AHSS cu 15-25% în comparație cu o parte echivalentă formată fără stație, deoarece presiunea susținută permite relaxarea suplimentară a tensiunii în geometria formată înainte de deschiderea matriței.
Formare prin presare la cald: un proces separat pentru piese de ștanțare auto cu cea mai mare rezistență
Formarea prin presare la cald (HPF), numită și întărire prin presare sau ștanțare la cald, reprezintă o abordare fundamentală diferită de fabricație pentru piesele de ștanțare auto cu cea mai mare rezistență - cele care necesită rezistențe la tracțiune de peste 1.000 MPa, care nu pot fi atinse prin formare la rece fără retur sau rupere catastrofală. În procesul HPF direct, un semifabricat de oțel cu bor 22MnB5 este încălzit la aproximativ 900–950°C (peste temperatura de austenitizare), transferat într-o matriță răcită cu apă, format în stare austenitică moale și apoi stins în matriță închisă la o viteză de răcire controlată peste 27°C/secundă pentru a obține o rezistență microstructură de zece/secundă. 1.500–1.600 MPa în piesa finită.
Implicațiile pentru infrastructura de fabricare a pieselor de ștanțare auto sunt substanțiale. HPF necesită cuptoare cu vatră cu role capabile să încălzească semifabricate în mod uniform până la ± 10°C față de temperatura de austenitizare țintă, sisteme de transfer care mută semifabricatul fierbinte din cuptor în presare în mai puțin de 7 secunde pentru a preveni scăderea excesivă a temperaturii, matrițe răcite cu apă cu canale de răcire proiectate cu precizie care ating rata de stingere necesară în mod uniform pe suprafața ciclului de stingere, menține presiunea obișnuită pe suprafața de închidere, menține presiunea tipică în timpul ciclului de stingere; 10-20 de secunde - mai degrabă decât deschiderea imediată după formare. Investiția în această infrastructură este cu un ordin de mărime mai mare decât o linie convențională de ștanțare la rece de dimensiune echivalentă a piesei, dar este singurul proces care produce în mod fiabil piesele cu rezistență la tracțiune de 1.500 MPa pe care structurile moderne de siguranță ale vehiculelor le necesită în locații critice pentru intruziune.
Pentru producătorii de piese de ștanțare pentru automobile care navighează în tranziția către AHSS și HPF, realitatea operațională cheie este că cunoștințele materialelor, capacitatea de simulare, investiția în scule și tehnologia presei trebuie să avanseze împreună. Îmbunătățirea unui element izolat - de exemplu, trecerea la AHSS fără îmbunătățirea materialelor matriței sau a tonajului presei - produce în mod constant rezultate dezamăgitoare în ceea ce privește durata de viață a matriței, calitatea pieselor și stabilitatea producției. Producătorii care au stăpânit producția de piese de ștanțare pentru automobile AHSS tratează selecția materialelor, simularea formării, proiectarea matrițelor, tratarea suprafețelor și programarea presei ca un sistem de inginerie integrat, mai degrabă decât o secvență de decizii independente..

Postarea anterioară
Care este diferența dintre matrițele de ștanțare auto tradiționale și optimizate pentru simulare?
Postarea următoare
De ce matrițele electronice de ștanțare necesită toleranțe mai strânse decât matrițele de ștanțare pentru electrocasnice?
Al nostru Produse.

Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
