-

Piese de ștanțare pentru camioane grele
Piesele noastre de ștanțare pentru camioane gre...
-
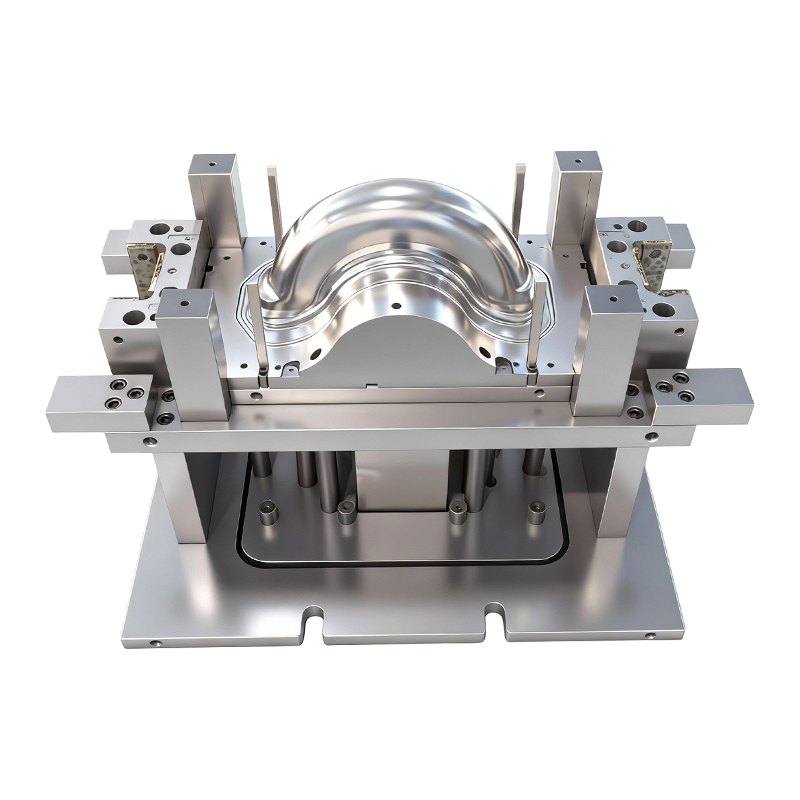
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
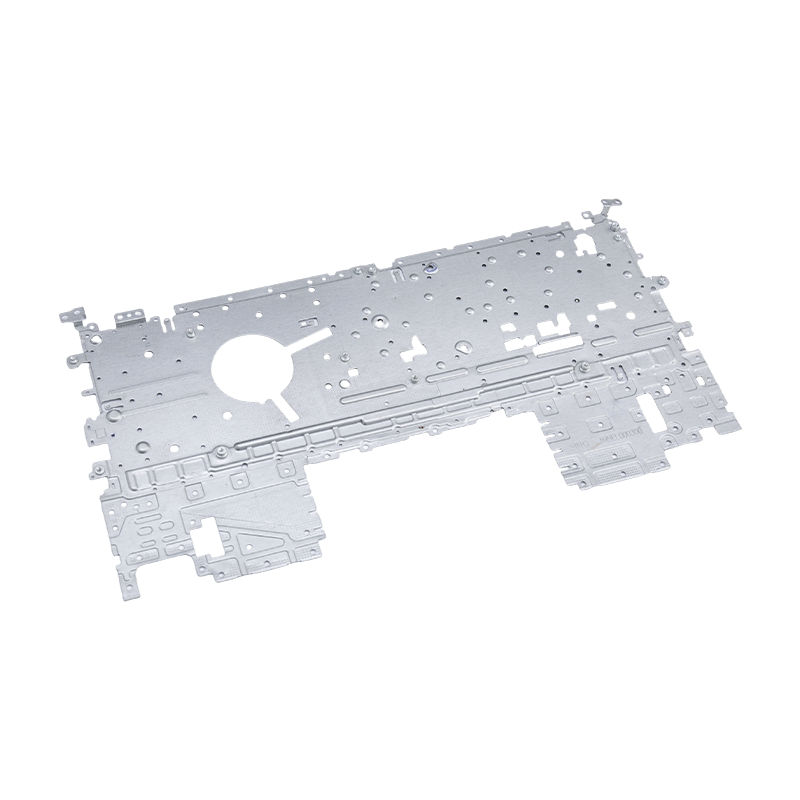
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
Piese de ștanțare scaun auto
Piesele de ștanțare a scaunelor auto sunt compo...
-

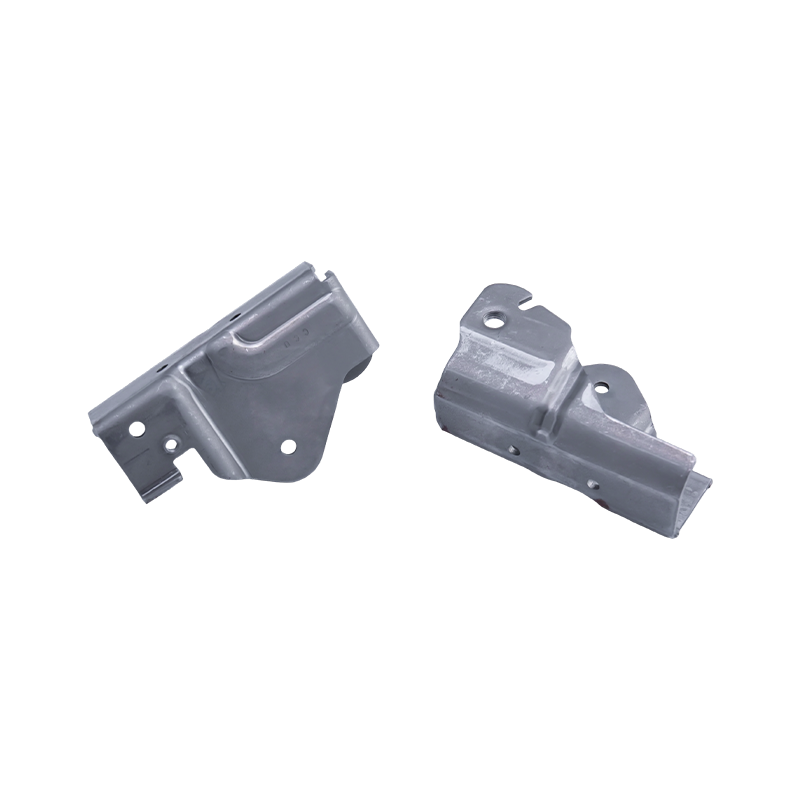
Piese de ștanțare a carcasei motorului auto
Piesele de ștanțare ale carcasei motorului de a...
-
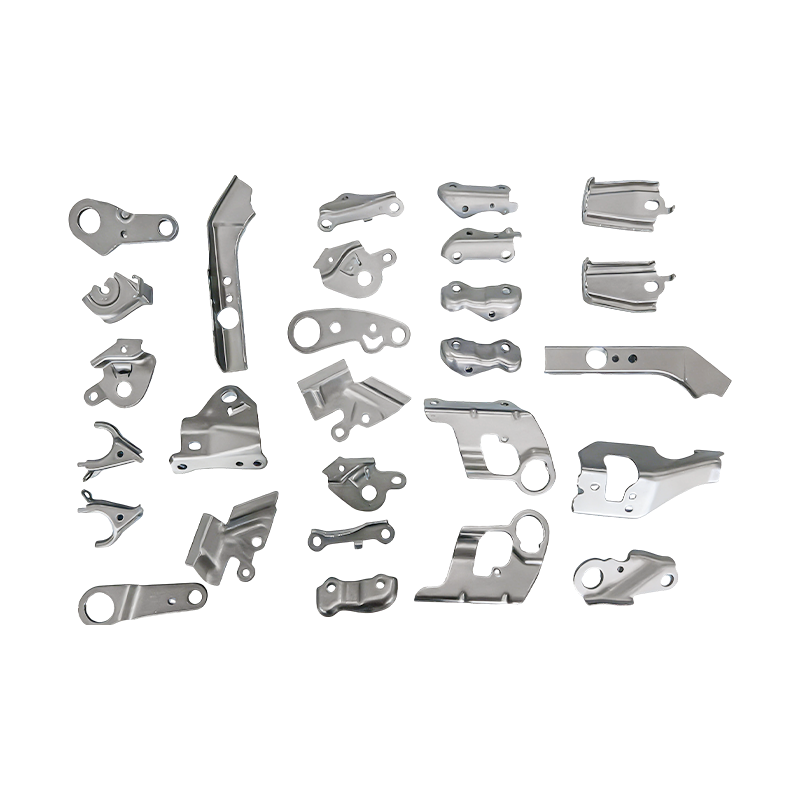
Piese auto mici piese de ștanțare progresivă
Piesele noastre de ștanțare progresivă pentru p...
Știri din industrie
Acasă / Știri / Știri din industrie / Care este diferența dintre matrițele de ștanțare auto tradiționale și optimizate pentru simulare?
Care este diferența dintre matrițele de ștanțare auto tradiționale și optimizate pentru simulare?
2026-03-02
De ce diferența dintre matrițele tradiționale și cele optimizate pentru simulare contează acum
Matrice de ștanțare auto au fost întotdeauna printre cele mai solicitante investiții de scule din punct de vedere tehnic în producția de vehicule. Un singur set de matrițe pentru un panou de caroserie poate reprezenta sute de mii de dolari în inginerie, prelucrare și timp de încercare – iar consecințele greșirii designului sunt măsurate nu doar în costul de reprelucrare, ci și în lansări întârziate de producție, rate crescute de deșeuri și calitate compromisă a pieselor care se propagă prin operațiunile de asamblare din aval. Timp de decenii, proiectarea matrițelor s-a bazat pe cunoștințele empirice acumulate ale producătorilor de scule cu experiență: încercări fizice iterative, ajustări manuale ale forței suportului semifabricat și ale geometriei talonului de tragere și rafinare progresivă prin încercări și erori până când matrița a produs piese acceptabile în mod constant.
Trecerea către matrițele de ștanțare auto optimizate pentru simulare nu s-a produs peste noapte, dar ritmul său s-a accelerat brusc, pe măsură ce programele vehiculelor au devenit simultan mai complexe și mai comprimate în timp. Vehiculele electrice, în special, au introdus noi provocări legate de materiale - carcase de baterii din aliaj de magneziu-aluminiu, componente structurale din oțel de rezistență ultra-înaltă și geometrii complexe profunde care depășesc limitele de formare - pe care abordarea empirică tradițională nu le poate aborda în mod fiabil în termenele de dezvoltare comprimate pe care le solicită piața. Înțelegerea diferențelor concrete dintre proiectarea și producția de matrițe tradiționale și optimizate pentru simulare este esențială pentru echipele de ingineri care își evaluează procesele de dezvoltare a sculelor în 2025 și ulterior.
Cum funcționează de fapt dezvoltarea matrițelor de ștanțare auto tradiționale
Dezvoltarea tradițională a matrițelor de ștanțare pentru automobile începe cu geometria pieselor și specificațiile materialelor, din care un designer de matrițe cu experiență construiește un concept de matriță bazat pe regulile de proiectare stabilite și potrivirea modelului cu piesele similare anterioare. Geometria poansonului, matriței, suportului semifabricat și setului matrițelor sunt definite printr-o combinație de formule din manual, linii directoare de proiectare proprietare și judecata designerului. Dimensiunea goală este estimată folosind metode bazate pe suprafață sau desfășurare geometrică simplificată, iar pozițiile talonului de desen și forțele de reținere sunt selectate pe baza experienței generale cu forme comparabile de panouri, mai degrabă decât pe analiza stării specifice de stres în piesa curentă.
Faza de încercare fizică este în cazul în care procesul tradițional fie validează, fie expune limitările acestei abordări. Atunci când matrița inițială produce piese cu încrețire în regiunile cu tensiuni scăzute, crăpături la raze strânse, subțierea excesivă a materialului în locații structurale critice sau retur care împinge geometria formată în afara benzii de toleranță de ± 0,02 mm necesare pentru asamblarea de precizie a panoului caroseriei, răspunsul este intervenția fizică: ajustarea forței suportului semifabricat prin modificarea adăugării suprafeței, modificarea suprafeței de trasare și modificarea suprafeței. tratament în zonele cu frecare ridicată sau tăierea suprafețelor matrițelor pentru a modifica modelele de curgere a metalului. Fiecare intervenție necesită o nouă încercare, iar panourile complexe pot necesita zeci de iterații înainte ca matrița să producă piese acceptabile în mod constant.
Implicațiile de cost ale acestei abordări sunt substanțiale. Timpul de încercare fizică pe o presă de transfer mare sau pe o linie de matriță progresivă este costisitor, iar forța de inginerie necesară pentru diagnosticarea defectelor, intervențiile de proiectare și executarea modificărilor se acumulează rapid pe panourile provocatoare. Mai semnificativ, abordarea empirică nu oferă nicio garanție a convergenței – unele modele de matrițe bazate exclusiv pe experiență ating un optim local care nu poate fi îmbunătățit fără o reproiectare fundamentală, o situație care poate să nu devină evidentă până când nu s-au făcut deja investiții semnificative în instrumente fizice.
Ce se modifică designul matrițelor optimizate pentru simulare în procesul de dezvoltare
Dezvoltarea matrițelor de ștanțare auto optimizată pentru simulare înlocuiește o mare parte a ciclului fizic de încercare și eroare cu analiza de formare virtuală efectuată înainte ca orice metal să fie tăiat. Software-ul de analiză cu elemente finite (FEA) modelează întregul proces de formare — de la contactul semifabricatului cu suportul semifabricatului până la adâncimea maximă de tragere — calculând solicitarea, deformarea, distribuția grosimii și comportamentul de retur al tablei în condițiile de geometrie și de proces aplicate. Rezultatul simulării identifică locațiile potențiale ale defectelor: regiuni care se apropie de curba limită de formare unde riscul de fisurare este ridicat, zone de acumulare de tensiuni de compresiune unde va apărea șifonare și zone de subțiere excesivă care ar compromite performanța structurală sau calitatea suprafeței.
În mod critic, simularea permite optimizarea parametrică care ar fi practic imposibilă prin încercare fizică. Forța suportului semifabricat poate fi variată în întregul său interval fezabil în minute de timp de calcul pentru a găsi valoarea care suprimă simultan șifonarea și evită fisurarea - moduri opuse de defecțiune care fac ca calibrarea forței suportului semifabricat să fie atât de dificilă în dezvoltarea matrițelor tradiționale. Geometria talonului de tragere, poziția și forța de reținere pot fi optimizate pentru fiecare secțiune a perimetrului gol în mod independent, ținând cont de rezistența la curgere dependentă de direcție necesară pentru a gestiona distribuția metalului în geometriile complexe de panouri asimetrice. Selectarea tratamentului de suprafață – inclusiv finisajele ultra-netede Ra ≤ 0,05 μm necesare în zonele de ambutisare adâncă – poate fi evaluată prin studii de sensibilitate a coeficientului de frecare care cuantifică modul în care îmbunătățirile calității suprafeței afectează rezultatele formării înainte de a se angaja în operațiunile de prelucrare și finisare care le realizează.
Matrice de desenare adâncă pentru componente EV: unde simularea devine esențială
Tranziția vehiculului electric a introdus provocări de formare care fac simularea nu doar avantajoasă, ci practic necesară. Motoarele de ambutisare adâncă pentru componentele specifice vehiculelor electrice - în special carcasele bateriilor din aliaj de magneziu-aluminiu cu rapoarte de ambutisare care depășesc 2,5:1 - funcționează la limita a ceea ce materialul poate susține fără defecțiuni. Comportamentul limită de formare al aliajelor de aluminiu este fundamental diferit de oțelurile blânde și de înaltă rezistență pe care le-a acumulat experiența în dezvoltarea matrițelor de ștanțare auto tradiționale: aluminiul prezintă o formabilitate mai scăzută, efecte de anizotropie mai puternice și o sensibilitate mai mare la viteza de deformare și temperatură decât tipurile convenționale de oțel pentru panouri de caroserie.
Instrumentele de simulare calibrate cu date precise de proprietăți ale materialului - inclusiv curbele limită de formare, coeficienți de anizotropie și curbe ale tensiunii de curgere determinate din testele de caracterizare fizică a materialului - pot prezice dacă o geometrie propusă a matriței va forma cu succes o carcasă de baterie din aluminiu fără crăpare la raza perforației sau încrețire în flanșă, înainte de a face orice investiție în scule. Această capacitate de predicție este deosebit de valoroasă pentru rapoartele de embotire adânci peste 2,5:1, unde fereastra procesului dintre modurile de încrețire și fisurare se îngustează până la punctul în care este puțin probabil ca ajustarea empirică să găsească o condiție de funcționare stabilă fără ghidare sistematică de calcul.
Predicția de subțiere a materialului este o altă ieșire critică de simulare pentru matrițele de ambutisare EV. Carcasele bateriilor și componentele structurale EV au definite cerințe minime de grosime a peretelui determinate de analiza structurală și standardele de siguranță. Simularea permite proiectanților de matrițe să verifice că subțierea în regiunile cele mai puternic întinse rămâne în limitele permise în întreaga gamă de variații de producție - împrăștierea proprietăților materialului, toleranța grosimii semifabricatelor, variația condițiilor de lubrifiere - mai degrabă decât doar la punctul nominal de proiectare pe care îl reprezintă încercarea fizică.
Comparație cap la cap: Dezvoltarea matrițelor de ștanțare tradiționale vs optimizate pentru simulare
Diferențele practice dintre cele două abordări sunt cel mai bine înțelese în dimensiunile cheie care conduc costul programului de matriță, calendarul și rezultatele calității:
| Dimensiunea de dezvoltare | Abordare tradițională | Abordare optimizată pentru simulare |
| Timpul de detectare a defectelor | Probă fizică, post-prelucrare | Analiză virtuală, pre-prelucrare |
| Optimizarea forței suportului gol | Reglaj empiric al lamelor | Măturare FEA parametrică |
| Capacitate material aluminiu/EV | Nefiabil peste 2,0:1 raport de extragere | Validat pentru rapoarte care depășesc 2,5:1 |
| Managementul Springback | Reduceri de compensare prin încercare și eroare | Prevăzut și precompensat în CAD |
| Realizarea toleranței (±0,02 mm) | Sunt necesare mai multe iterații de încercare | Capacitatea de prima lovire semnificativ mai mare |
| Risc de sincronizare a programului | Ridicat, iterații de încercare imprevizibile | Probleme reduse, majore rezolvate virtual |
Integrarea monitorizării inteligente și rolul structurilor de matrițe modulare
Optimizarea simulării nu se termină atunci când proiectarea matriței este finalizată și prelucrată. Matrițele de ștanțare auto moderne integrează din ce în ce mai mult sisteme inteligente de monitorizare - senzori în matriță care măsoară distribuția forței suportului semifabricat, senzori de emisie acustică care detectează inițierea fisurilor și sisteme de viziune care inspectează geometria pieselor la viteza de presare - care oferă feedback în timp real în timpul producției. Această infrastructură de monitorizare permite inginerilor de proces să detecteze deviația din condițiile optimizate de formare pe care simularea le-a stabilit ca o fereastră de operare stabilă, declanșând acțiuni corective înainte ca ratele de defecte să crească, mai degrabă decât după acumularea deșeurilor.
Structurile matrițelor modulare extind și mai mult valoarea optimizării simulării, permițând ca componentele individuale ale matriței - inserții în locații critice pentru uzură, segmente de talon de tragere, secțiuni de suport semifabricate - să fie înlocuite independent atunci când uzura le degradează geometria sub toleranța necesară pentru a menține condiția optimizată de formare. În loc să retrageți un întreg set de matrițe atunci când o regiune se apropie de uzură, construcția modulară permite înlocuirea țintită a componentelor afectate, păstrând investiția în structura matriței rămase și menținând calitatea tratamentului de suprafață - Ra ≤ 0,05 μm în zonele critice de formare - de care depinde procesul optimizat pentru simulare pentru condiții de frecare consistente și calitatea piesei.
Ghid practic pentru echipele de inginerie care evaluează tranziția
Echipele de inginerie care iau în considerare o tranziție de la dezvoltarea matrițelor de ștanțare auto tradiționale la optimizate pentru simulare ar trebui să își evalueze procesul actual în funcție de mai multe criterii practice. Argumentul pentru investiții în simulare este cel mai puternic atunci când programul include oricare dintre următoarele caracteristici pe care metodele empirice tradiționale le tratează prost:
- Materiale avansate de oțel de înaltă rezistență sau aliaje de aluminiu în care marginile limită de formare sunt înguste și variația proprietăților materialului are un impact semnificativ asupra riscului de defect
- Matrice de ambutisare adâncă care vizează rate de extragere peste 2,0:1, în special pentru carcasele bateriilor EV și componentele structurale goale în care limitele de subțiere a materialului sunt strict specificate
- Panouri de caroserie cu cerințe de suprafață de clasa A în care defecte de încrețire sau deformare a suprafeței sunt inacceptabile din punct de vedere cosmetic și nu pot fi tolerate nici măcar temporar în timpul încercării
- Programe cu termene de dezvoltare comprimate în care iterațiile extinse de încercare fizică reprezintă un risc de planificare inacceptabil
- Moare de producție de mare volum în care costul amortizat al investiției în simulare este neglijabil în raport cu câștigurile de eficiență a producției dintr-un proces de formare mai stabil și mai robust
Investiția necesară pentru implementarea dezvoltării matrițelor de ștanțare auto optimizate pentru simulare include licențierea software-ului, testarea de caracterizare a materialelor pentru a popula carduri precise cu materiale de simulare și dezvoltarea abilităților de inginerie necesare pentru a interpreta rezultatele simulării și a le transpune în decizii de proiectare a matrițelor acționabile. Aceste costuri sunt reale, dar sunt recuperate în mod consecvent prin reducerea timpului de încercare fizică, rate mai mici de deșeuri în timpul lansării producției și eliminarea modificărilor de matriță în faza târziu, care reprezintă unele dintre cele mai costisitoare intervenții în dezvoltarea programului auto. Pentru instalațiile care produc matrițe atât pentru panourile de caroserie tradiționale, cât și pentru componente ușoare specifice vehiculelor electrice, capacitatea de simulare nu este o aspirație viitoare – este o cerință competitivă actuală.

Postarea anterioară
Care sunt diferențele cheie dintre micro-ștanțare și piesele electronice standard?
Postarea următoare
Cum modifică oțelurile avansate de înaltă rezistență producția de piese de ștanțare auto?
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
