
-
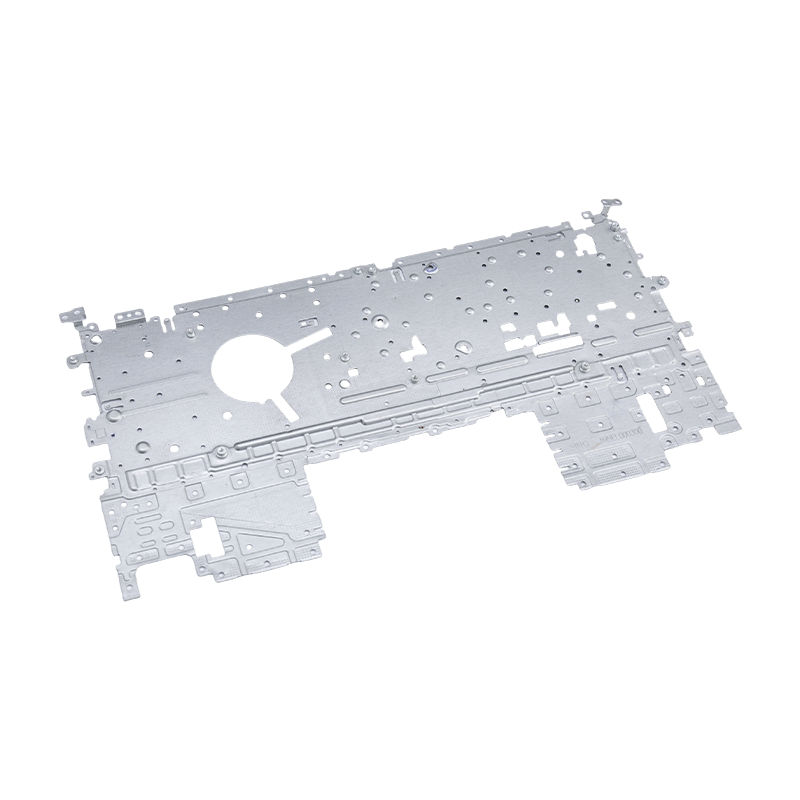
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
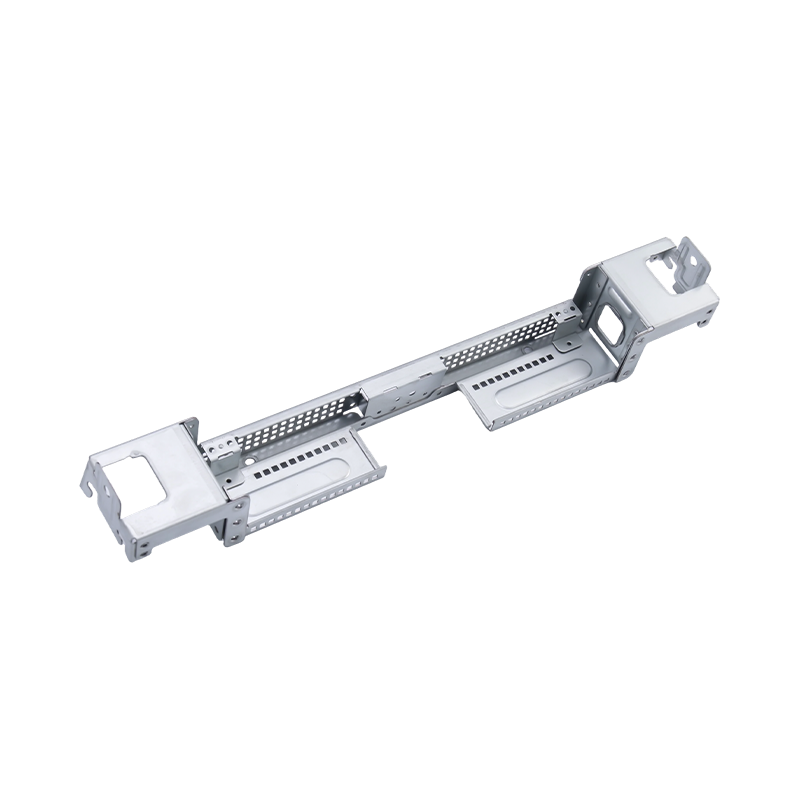
Piese de ștanțare de computer mari de înaltă calitate
Piesele noastre de ștanțare mari pentru compute...
-

Piese de ștanțare pentru camioane grele
Piesele noastre de ștanțare pentru camioane gre...
-
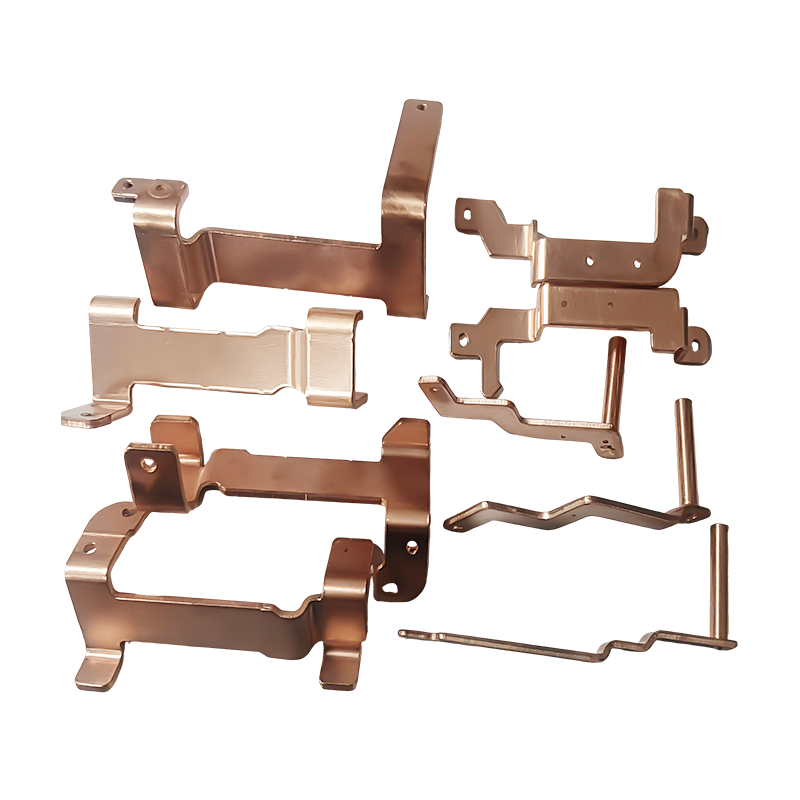
Piese de ștanțare a barelor colectoare din cupru pentru vehicule cu energie nouă
Piesele de ștanțare a barelor colectoare din cu...
-
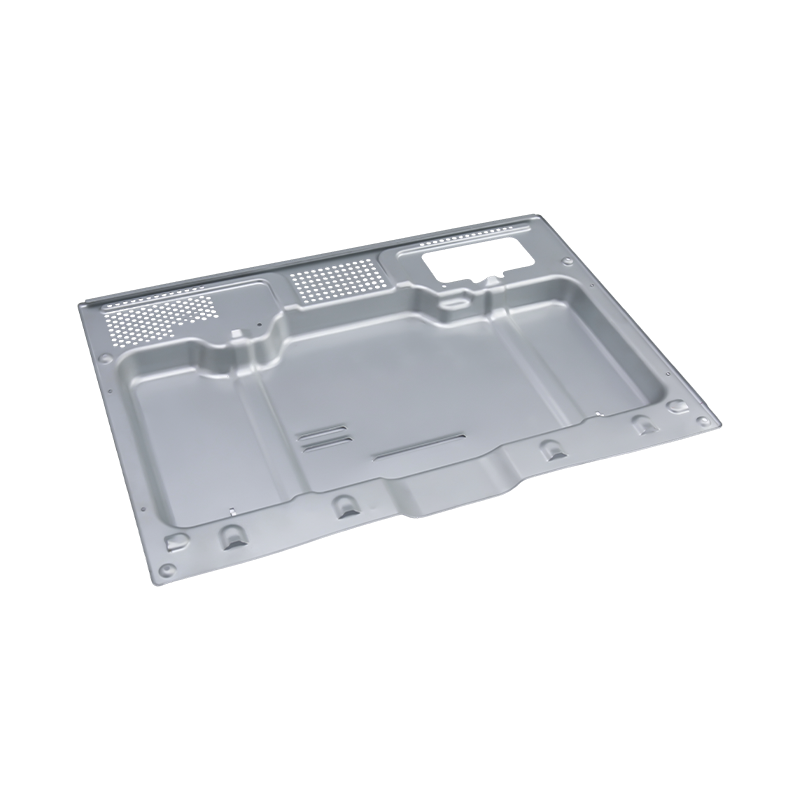
Piese de ștanțare a cuptorului de ultimă generație
Piesele noastre de ștanțare pentru cuptoare de ...
-
Piese de ștanțare scaun auto
Piesele de ștanțare a scaunelor auto sunt compo...
Știri din industrie
Acasă / Știri / Știri din industrie / Piese de ștanțare metalice pentru automobile și electrocasnice: procese, materiale și standarde de calitate
Piese de ștanțare metalice pentru automobile și electrocasnice: procese, materiale și standarde de calitate
2026-03-16
Ce este fabricarea de ștanțare?
Fabricarea cu ștanțare este un proces de prelucrare a metalelor prin formare la rece în care tabla plată este introdusă într-o presă de ștanțare echipată cu un set de matrițe personalizat, iar forța mecanică sau hidraulică este aplicată pentru a tăia, îndoi, trage sau gofra materialul într-o formă definită cu precizie. Procesul cuprinde o familie largă de operațiuni - ștanțare, perforare, formare, ambutisare adâncă, monedare și ștanțare progresivă a matriței - fiecare potrivită pentru diferite geometrii, grosimi de material și volume de producție. Ceea ce unește toate aceste operațiuni este avantajul fundamental al ștanțarii: capacitatea de a produce cantități mari de piese de ștanțare metalice consistente dimensional la viteză mare și cost pe unitate redus, cu risipă minimă de material în comparație cu metodele de prelucrare subtractivă.
Modern fabricarea matriței se bazează pe prese servo-acționate și hidraulice care variază de la 20 la peste 2.000 de tone de forță, asociate cu scule de precizie fabricate la toleranțe măsurate în micrometri. Software-ul de proiectare și simulare a matrițelor asistate de computer le permite inginerilor să prezică fluxul de metal, revenirea la elasticitate și subțierea înainte de tăierea unei singure piese de oțel, reducând dramatic ciclurile de dezvoltare a sculelor și ratele de respingere a primului articol. Rezultatul este o disciplină de producție capabilă să livreze piese de ștanțare metalice care îndeplinesc cerințele dimensionale și structurale exigente ale unor sectoare atât de diverse precum electronicele de larg consum, aparatele de uz casnic și ingineria auto.
Procesele de bază în cadrul producției de ștanțare
Înțelegerea operațiunilor specifice care constituie producția de ștanțare îi ajută pe inginerii de achiziții și designerii de produse să aleagă cea mai rentabilă abordare pentru geometria unei componente și volumul de producție dat. Principalele categorii de procese poartă fiecare cerințe distincte de scule și caracteristici de ieșire.
Ștanțare progresivă a matriței
Ștanțarea progresivă a matriței alimentează o bandă de metal printr-o serie de stații dintr-un singur set de matrițe, fiecare stație efectuând o operație - perforare, crestare, îndoire sau formare - pe măsură ce banda avansează. În momentul în care banda iese din stația finală, părțile metalice de ștanțare complet formate sunt separate de banda de transport și colectate. Această abordare este extrem de eficientă pentru piesele de dimensiuni mici și mijlocii produse în volume foarte mari, cum ar fi conectori terminali, cleme de suport și hardware de montare a aparatului, deoarece întreaga secvență rulează la viteza presei, fără manipularea manuală a pieselor între operații.
Deep Drawing
Embutarea adâncă transformă un semifabricat de metal plat într-o carcasă goală, fără sudură, apăsând-o într-o cavitate a matriței folosind un pumn. Procesul este fundamental pentru producția de componente cilindrice și în formă de cutie, inclusiv suporturile interioare ale cuvei pentru mașina de spălat, cutiile de băuturi și carcasele rezervorului de combustibil pentru automobile. Selectarea materialului este critică în ambutisarea adâncă: metalul trebuie să prezinte o ductilitate suficientă și rapoarte de formare favorabile pentru a suferi deformarea plastică mare necesară fără rupere sau încrețire. Oțelul cu emisii scăzute de carbon, aliajele de aluminiu și oțelul inoxidabil sunt cele mai frecvente materiale ambutisate în aplicațiile de ștanțare a aparatelor și auto.
Blanking fin
Decuparea fină este un proces de ștanțare specializat care produce piese cu margini tăiate de o netezime și planeitate excepționale, eliminând operațiunile secundare de finisare pe care le necesită ștanțarea convențională. Prin aplicarea unei contrapresiuni și a unei forțe inelului de împingere simultan cu forța de decupare, decuparea fină menține materialul într-o stare de efort de compresiune pe tot parcursul procesului de forfecare, producând suprafețe tăiate care sunt netede pe aproape toată grosimea materialului. Acest lucru face ca decuparea fină să fie procesul preferat pentru componentele etrierelor de frână și suporturile scaunului în aplicațiile auto, unde calitatea marginilor afectează direct durata de viață la oboseală și potrivirea ansamblului.
Piese de ștanțare metalice în producția de electrocasnice
Aparatele electrocasnice reprezintă unul dintre domeniile de aplicare cu cel mai mare volum pentru piese de ștanțare metalice. Combinația dintre complexitatea structurală, cerințele de consistență dimensională și sensibilitatea la costuri în producția de aparate se aliniază exact cu ceea ce oferă producția de ștanțare. În toate categoriile de produse, componentele ștanțate se ocupă de funcțiile portante, de aliniere și de carcasă care definesc fiabilitatea pe termen lung a aparatului.
În frigidere, tocurile ușilor produse prin rulare și ștanțare progresivă cu matriță asigură perimetrul rigid care susține greutatea ușii, menține suprafețele de etanșare a garniturii și găzduiește punctele de atașare a balamalei. Precizia dimensională a acestor cadre afectează direct alinierea ușii și eficiența energetică - un toc de ușă care este în afara toleranței chiar și cu o fracțiune de milimetru poate produce o scurgere a garniturii care crește frecvența ciclului compresorului și consumul de energie. Suporturile cuvei interioare ale mașinii de spălat, produse de obicei din tablă galvanizată sau din oțel inoxidabil, trebuie să reziste la sarcinile de dezechilibru de rotație de mare viteză și ciclurile termice repetate fără eșec la oboseală. Panourile șasiului aparatului de aer condiționat formează scheletul structural al unității exterioare, ținând compresoare, ventilatoare și schimbătoare de căldură într-o relație spațială precisă, rezistând în același timp la vibrații și la expunerea la intemperii.
Grosimea constantă și toleranțele strânse ale pieselor de ștanțare metalice reduc golurile de asamblare în toate aceste aplicații, simplificând procesul de asamblare finală, reducând nevoia de elemente de fixare reglabile sau operațiuni de dilare și îmbunătățind calitatea cosmetică a produsului finit.
Piese de ștanțare metalice în aplicații auto
Industria auto este cel mai mare consumator de piese de ștanțare metalice la nivel global, cu un vehicul tipic de pasageri care conține câteva sute de componente ștanțate individuale, de la panouri de caroserie măsurate în metri pătrați până la componente de frână de precizie măsurate în milimetri. Producția de ștanțare auto funcționează în conformitate cu cele mai riguroase standarde de proprietate dimensională și mecanică ale oricărei aplicații comerciale, deoarece consecințele defectării componentelor se extind la siguranța pasagerilor și la conformitatea cu reglementările.
Întăririle panourilor caroseriei - elementele structurale interne care rigidizează învelișurile ușilor, panourile de acoperiș și ansamblurile capotei - sunt produse printr-o combinație de operații de ambutisare adâncă, deformare prin întindere și re-asamblare. Aceste componente trebuie să obțină o geometrie precisă a conturului pentru a asigura o potrivire corectă cu panourile exterioare și o poziționare precisă a flanșei de sudură pentru asamblarea corpului în alb. Oțelul de înaltă rezistență și clasele avansate de oțel de înaltă rezistență sunt din ce în ce mai utilizate în armăturile caroseriei pentru a obține absorbția necesară a energiei la impact cu grosimea și greutatea redusă a materialului.
Suporturile pentru scaune sunt o altă categorie critică de piese de ștanțare metalice pentru automobile. Aceste componente ancorează structura scaunului de podeaua vehiculului și trebuie să reziste la sarcinile statice și dinamice definite de standardele de protecție în caz de accident a pasagerilor. Componentele suportului scaunului tăiate fin sau ștanțate cu precizie oferă calitatea marginilor și planeitatea necesare pentru un cuplu constant al șuruburilor și o forță de strângere sigură a îmbinării pe toată durata de viață a vehiculului. Componentele etrierului de frână, inclusiv suporturile suportului etrierului și plăcile de ancorare, sunt produse cu precizia dimensională care asigură alinierea corectă a plăcuțelor, uzura uniformă a plăcuțelor și performanța de frânare previzibilă pe întregul interval de temperatură de funcționare.
Selectarea materialului pentru piese de ștanțare metalice
Performanța pieselor de ștanțare metalice este inseparabilă de materialul din care sunt formate. Producția de ștanțare este compatibilă cu o gamă largă de metale și aliaje, iar selectarea materialului optim necesită echilibrarea formabilității, proprietăților mecanice, rezistenței la coroziune și costurilor.
| Material | Proprietăți cheie | Aplicații tipice |
| Oțel cu conținut scăzut de carbon (DC01/DC04) | Formabilitate excelentă, cost redus | Șasiu aparat, console, carcase |
| Oțel de înaltă rezistență (HSLA) | Rezistenta mare la curgere, sudabilitate buna | Întăriri panouri caroserie, structuri scaune |
| Oțel inoxidabil (304/430) | Rezistență la coroziune, finisare a suprafeței | Cuve mașini de spălat, panouri aparate |
| Aliaj de aluminiu (5052/6061) | Ușoare, rezistente la coroziune | Piese de caroserie auto, radiatoare |
| Otel galvanizat | Acoperire cu zinc, durabilitate în aer liber | Șasiu aer condiționat, suporturi exterioare |
Controlul calității în producția de ștanțare
Menținerea coerenței dimensionale în serii de producție de mare volum este provocarea centrală a calității în producția de ștanțare. Uzura matriței, variația lotului de materiale, inconsecvența lubrifierii și deformarea stratului de presare pot introduce deviația dimensională în timp, făcând măsurarea sistematică și monitorizarea procesului esențiale pentru producerea de piese de ștanțare metalice care rămân în specificații pe parcursul a mii sau milioane de cicluri.
Producătorii de top de ștanțare implementează un sistem de calitate stratificat care combină detectarea în matriță, controlul statistic al procesului și inspecția coordonată a mașinilor de măsurat. Practicile cheie de control al calității includ:
- Inspecția primului articol (FAI): Verificarea dimensională completă a primelor piese de producție în raport cu desenele tehnice înainte de lansarea producției în volum.
- Eșantionarea în proces: Măsurarea periodică a dimensiunilor critice la intervale de producție definite pentru a detecta uzura sculei sau deviația procesului înainte de acumularea pieselor în afara toleranței.
- Verificare CMM: Mașinile de măsurat în coordonate oferă date tridimensionale pentru suprafețe complexe formate care nu pot fi verificate cu manometre.
- Inspecția suprafeței și a marginilor: Inspecție vizuală și tactilă pentru bavuri, fisuri, riduri și defecte de suprafață care afectează potrivirea ansamblului sau durata de viață la oboseală.
- Revizuirea certificării materialelor: Certificatele de testare a materialelor primite sunt verificate în raport cu cerințele specificațiilor pentru rezistența la tracțiune, limita de curgere, alungirea și greutatea acoperirii.
De ce producția de ștanțare rămâne alegerea preferată
În ciuda apariției tehnologiilor alternative de formare, inclusiv tăierea cu laser, hidroformarea și fabricarea aditivă, producția de ștanțare își păstrează poziția dominantă în producția de componente metalice de mare volum din motive convingătoare și durabile. Economia ștanțarii este fundamental favorabilă la scară: odată ce investiția în scule este amortizată, costul pe bucată al unei piese metalice ștanțate este de obicei o fracțiune din ceea ce poate realiza orice proces alternativ la volume echivalente. Vitezele presei de sute de curse pe minut, combinate cu alimentarea automată a bobinei și manipularea pieselor, permit rate de producție pe care niciun alt proces de formare de precizie a metalului nu le poate egala.
Dincolo de economie, proprietățile mecanice ale pieselor de ștanțare metalice sunt îmbunătățite de efectul de prelucrare la rece inerent procesului de ștanțare. Deformarea plastică în timpul formării mărește duritatea și forța de curgere a materialului în regiunile deformate prin călirea prin lucru, producând piese finite cu performanțe mecanice mai bune decât stocul original de tablă. Acest efect este deosebit de valoros în componentele structurale ale autovehiculelor unde raportul rezistență-greutate este un factor principal de proiectare. Pentru producătorii din sectoarele de electrocasnice și auto care caută componente fiabile, rentabile și precise din punct de vedere dimensional, producția de ștanțare rămâne fundamentul incontestabil al lanțurilor moderne de aprovizionare cu componente metalice.
Postarea anterioară
Ghid pentru piese de ștanțare și desen pentru metal
Postarea următoare
Care sunt diferențele cheie dintre micro-ștanțare și piesele electronice standard?
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
