-

Piese de ștanțare pentru camioane grele
Piesele noastre de ștanțare pentru camioane gre...
-
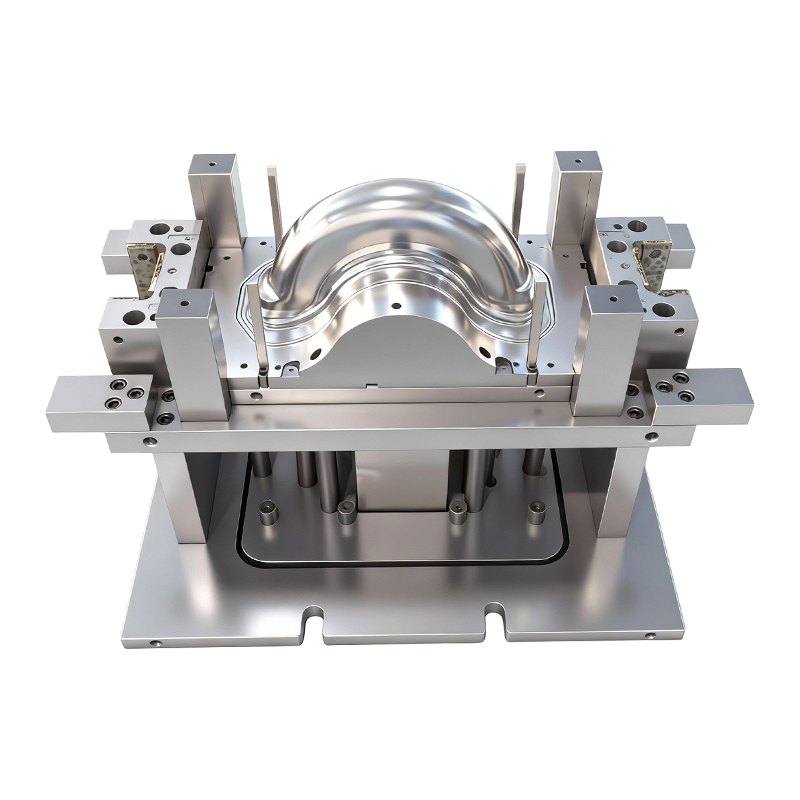
Matriță de ambutisare adâncă pentru roțile din față și din spate ale vehiculelor electrice cu două roți
Această matriță de ambutisare adâncă pentru roț...
-
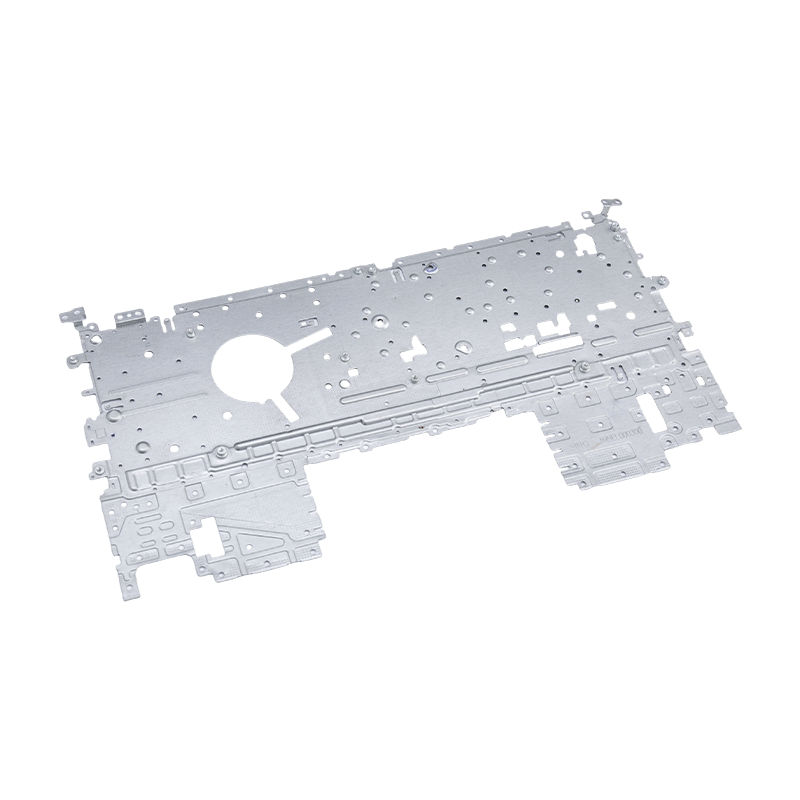
Piese de ștanțare pentru laptop
Piesele noastre de ștanțare pentru laptop sunt ...
-
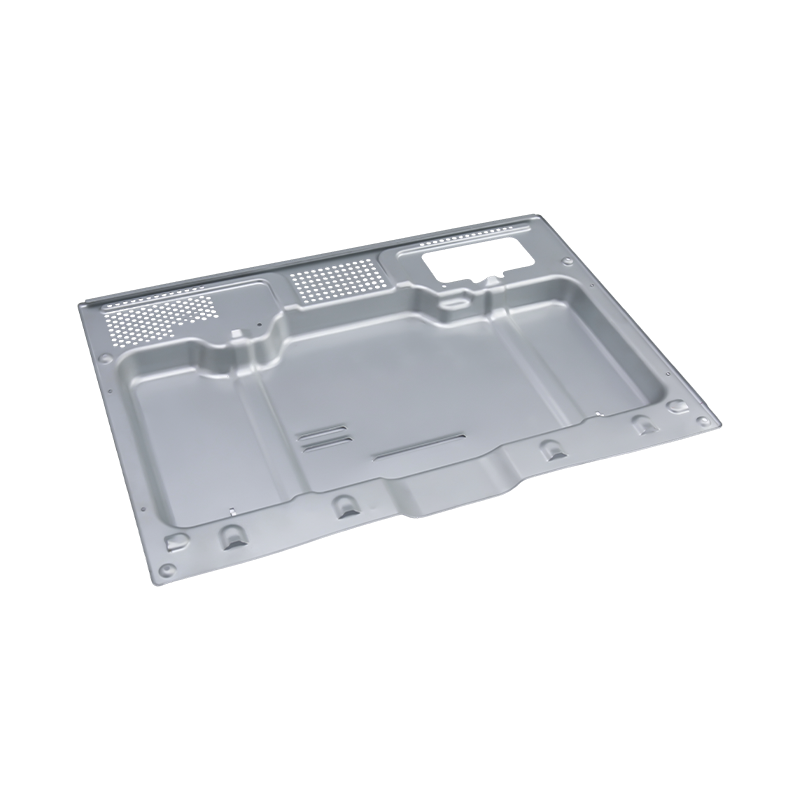
Piese de ștanțare a cuptorului de ultimă generație
Piesele noastre de ștanțare pentru cuptoare de ...
-
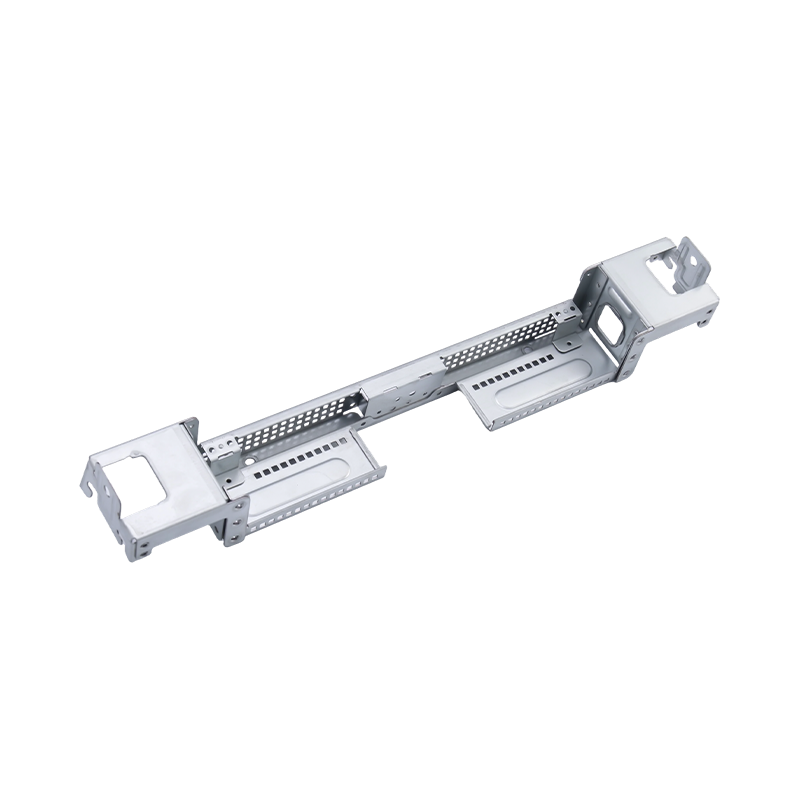
Piese de ștanțare de computer mari de înaltă calitate
Piesele noastre de ștanțare mari pentru compute...
-
Piese mici ștanțate pentru laptopuri și telefoane mobile
Fiind componente interne esențiale pentru elect...
Știri din industrie
Acasă / Știri / Știri din industrie / Care sunt diferențele cheie dintre micro-ștanțare și piesele electronice standard?
Care sunt diferențele cheie dintre micro-ștanțare și piesele electronice standard?
2026-03-09
Înțelegerea pieselor de ștanțare electronică și rolul lor în electronicele moderne
Piese de ștanțare electronică sunt componente metalice de precizie fabricate printr-un proces de ștanțare progresivă sau prin transfer în care tabla metalică plană sau materialul bobinei este formată progresiv, perforată, îndoită și modelată prin seturi de matrițe călite pentru a produce piese finite cu toleranțe dimensionale strânse. Aceste componente formează baza structurală și electrică a practic oricărui dispozitiv electronic în producție în prezent - de la smartphone-uri și laptop-uri de consum până la module de control auto, implanturi medicale și senzori industriali. Categoria cuprinde o varietate enormă de tipuri de componente, inclusiv terminale, conectori, scuturi, console, contacte, rame de plumb, distribuitoare de căldură și elemente cu arc, toate împărtășind caracteristica comună de a fi formate din tablă, mai degrabă decât prelucrate din material solid sau turnate din metal topit. În universul larg al pieselor de ștanțare electronică, distincția dintre micro-ștanțare și ștanțare standard reprezintă una dintre cele mai semnificative linii de demarcație din punct de vedere practic în ceea ce privește capacitatea de fabricație, cerințele de proces și adecvarea aplicației finale.
Definirea pieselor de ștanțare electronice standard: dimensiuni și capacități
Piesele de ștanțare electronice standard ocupă locul de mijloc larg al industriei de ștanțare, cuprinzând componente cu dimensiuni caracteristice și grosimi de material pe care uneltele convenționale cu matriță progresivă și presele standard de ștanțare le pot produce în mod fiabil la volum mare. În termeni practici, piesele de ștanțare electronice standard sunt de obicei produse din tablă cu grosimi cuprinse între aproximativ 0,15 mm și 3,0 mm, cu găuri perforate, caracteristici formate și raze de îndoire care sunt dimensionate în zecimi de milimetru mai degrabă decât în microni. Toleranțele dimensionale ale pieselor de ștanțare electronice standard se încadrează în general în intervalul de la ±0,05 mm până la ±0,1 mm, realizabile cu unelte convenționale bine întreținute pe echipamentele de presare, variind de la unități de banc de 25 de tone la prese de transfer de 400 de tone pentru componente mai mari.
Gama de materiale pentru piese de ștanțare electronice standard este largă și include oțel laminat la rece, oțel inoxidabil clasele 301 și 304, aliaje de cupru precum alama C110, C194 și C260, aliaje de aluminiu 1100 și 3003 și nichel-argint. Opțiunile de finisare a suprafeței, inclusiv galvanizarea cu staniu, nichel, argint sau aur sunt aplicate în mod obișnuit pieselor de ștanțare electronice standard pentru a obține caracteristicile de rezistență la contact, rezistență la coroziune și lipire necesare pentru circuitul sau funcția lor mecanică specifică. Volumele de producție pentru piese de ștanțare electronice standard pot varia de la mii la sute de milioane de piese pe an, cu sculele cu matriță progresivă permițând rate de ciclu de 100 până la 800 de curse pe minut, în funcție de complexitatea piesei și de dimensiunea presei.
Ce definește micro-ștanțarea și unde se abate de la practica standard
Micro-ștanțarea intră în imagine atunci când cerințele dimensionale ale pieselor de ștanțare electronice depășesc ceea ce uneltele standard și controalele de proces pot oferi în mod fiabil. Deși nu există un prag universal agreat, micro-ștanțarea este în general înțeleasă că începe atunci când grosimea materialului scade sub 0,1 mm, atunci când dimensiunile caracteristicilor perforate se apropie sau depășesc un raport de 1:1 cu grosimea materialului (adică diametrele orificiilor egale sau mai mici decât grosimea tablei care este perforată) sau când dimensiunile totale ale piesei sunt măsurate cu o toleranță de ± 0 milimetri la 0 milimetri. mm până la ±0,02 mm. La această scară, legile fizice care guvernează deformarea metalului, uzura sculelor și dinamica presei necesită abordări fundamental diferite pentru proiectarea matrițelor, selecția presei, controlul procesului și inspecția calității în comparație cu producția standard de piese electronice de ștanțare.
Motivația necruțătoare a industriei electronice către miniaturizare este forța principală care extinde piața pieselor electronice de ștanțare micro-ștanțate. Conectorii pentru smartphone-uri, componentele pentru aparatele auditive, carcasele senzorilor care pot fi purtate, contactele derivației pentru stimulatorul cardiac cardiac, ambalajul dispozitivelor MEMS și ramele de derivații IC cu pas fin necesită caracteristici micro-ștanțate care pur și simplu nu pot fi produse conform specificațiilor folosind abordări convenționale de ștanțare. Diferența dintre ceea ce poate realiza standardul și micro-ștanțarea a crescut pe măsură ce miniaturizarea dispozitivului s-a accelerat, făcând distincția dintre aceste două categorii din ce în ce mai semnificativă din punct de vedere comercial și tehnic.
Proiectarea sculelor și construcția matrițelor: unde diferențele sunt cele mai pronunțate
Sculele de matriță utilizate pentru a produce piese de ștanțare electronice micro-ștanțate diferă de sculele standard în aproape fiecare aspect al designului, specificațiilor materialelor și procesului de fabricație. Matricele progresive standard pentru piesele de ștanțare electronică sunt construite din oțel de scule, cum ar fi D2, M2 sau DC53, cu spațiul de ștanțare și matriță stabilit de obicei la 5-10% din grosimea materialului pe latură. La dimensiuni standard, aceste distanțe sunt realizabile cu echipamente convenționale de șlefuire CNC și de tăiere a sârmei EDM, iar uneltele rezultate pot produce milioane de piese înainte de a necesita recondiționare.
Matrițele de micro-ștanțare pentru piese de ștanțare electronice miniaturale necesită distanțe măsurate în microni cu o singură cifră - uneori chiar și 1-3 microni pe față pentru cele mai bune caracteristici - componente de matriță solicitante fabricate pe mașini de șlefuit de ultra-precizie și echipamente EDM de profil capabile să păstreze toleranțe de ±0,001 mm sau mai bune. Diametrele poansonului pentru caracteristicile micro-ștanțate pot fi de până la 0,05 mm, la care scară poansonul este fragil din punct de vedere mecanic și susceptibil la deformare sub forțele laterale generate în timpul perforarii. Proiectanții matrițelor compensează prin aranjamente cu bucșă de ghidare care susțin poansonul aproape de suprafața de tăiere, lungimi reduse de intrare a matriței care minimizează lungimea poansonului nesuportată și alinierea controlată a poansonului la matriță, realizată prin stâlpi și bucșe de ghidare de precizie, cu distanțe la nivel de microni.
Sculele din carbură - în special tipurile de carbură de tungsten selectate pentru combinația lor de duritate, tenacitate și rezistență la compresiune - sunt în mod esențial obligatorii pentru producția de piese electronice de ștanțare micro-ștanțate. Rata de uzură a oțelului pentru scule la dimensiunile poansonului la scară mică ar face sculele neviabile din punct de vedere economic într-un ciclu scurt de producție. Matrițele din carbură, deși sunt mult mai scumpe de fabricat decât echivalentele din oțel pentru scule, oferă rezistența la uzură și stabilitatea dimensională necesare pentru a menține dimensiunea caracteristicilor și calitatea muchiilor de-a lungul milioanelor de curse necesare pentru producția de piese electronice de ștanțare micro-ștanțate rentabile.
Cerințe privind echipamentele de presă și controlul procesului
Echipamentul de presare utilizat pentru piese de ștanțare electronice micro-ștanțate diferă substanțial de specificațiile standard ale presei de ștanțare. Producția standard de piese electronice de ștanțare tolerează un grad de deformare a cadrului de presare, variație de paralelism al glisării și vibrații dinamice care ar fi catastrofale la scară mică. Presele de micro-ștanțare sunt construite pentru specificații de ghidare a glisării substanțial mai strânse - de obicei 0,003 mm sau paralelism mai bun - folosind ghidaje hidrostatice sau de precizie pentru rulmenți cu role care mențin înălțimea de închidere constantă, indiferent de încărcarea excentrică din geometriile pieselor asimetrice.
Presele servo-acționate pentru micro-ștanțare oferă avantaje deosebite pentru producția de piese electronice de ștanțare de precizie la micro-scală. Capacitatea de a programa profiluri arbitrare de mișcare al glisării - abordare lentă a contactului pentru caracteristici delicate, revenire rapidă pentru optimizarea timpului de ciclu, stație controlată la punctul mort inferior pentru operațiunile de monedare - oferă un nivel de flexibilitate a procesului pe care presele mecanice cu manivelă nu îl pot egala. Servopresele elimină, de asemenea, vârfurile de energie asociate preselor mecanice cu volantă, reducând vibrațiile transmise matriței și îmbunătățind consistența dimensională în ciclurile lungi de producție de piese de ștanțare electronice micro-ștanțate.
Comparație alăturată a caracteristicilor cheie
Tabelul de mai jos oferă o comparație structurată a principalelor diferențe dintre procesele de micro-ștanțare și procesele standard pentru piese de ștanțare electronică în dimensiunile cele mai relevante pentru inginerii proiectanți și specialiștii în achiziții:
| Caracteristic | Piese de ștanțare electronice standard | Piese electronice de ștanțare micro-ștanțate |
| Gama de grosime a materialului | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Toleranță dimensională | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Spațiul liber al matriței pe latură | 5-10% din grosimea materialului | 1-3 microni absolut |
| Material de scule | Oțel pentru scule (D2, M2, DC53) | Carbură de wolfram |
| Apăsați tip | Mecanic / hidraulic | Ghid servo/hidrostatic de precizie |
| Frecvența tipică a accidentelor vasculare cerebrale | 100–800 spm | 200–1.500 spm (optimizat servo) |
| Metoda de inspecție | CMM, comparator optic | Sisteme de vedere, SEM, microscopie confocală |
| Costul sculelor | Moderat | Mare spre foarte mare |
Diferențele de selecție a materialelor pentru piesele de ștanțare electronică la scară mică
Selectarea materialului pentru piesele de ștanțare electronice micro-ștanțate implică constrângeri suplimentare dincolo de cele care se aplică componentelor standard. La grosimi sub 0,1 mm, microstructura metalului devine direct relevantă pentru comportamentul de ștanțare - dimensiunea granulelor în raport cu grosimea materialului poate cauza deformare inconsistentă, formare de bavuri și variații de calitate a marginilor care ar fi neglijabile la grosimi standard. Aplicațiile de micro-ștanțare specifică în mod obișnuit materiale cu structuri de granulație controlate, adesea desemnate de specificațiile ASTM sau JIS pentru granulație fină, pentru a asigura fluxul consistent de metal și calitatea marginilor tăiate pe parcursul operațiunii de ștanțare.
Aliajele de cupru rămân cele mai comune materiale conductoare pentru piesele electronice de ștanțare micro-ștanțate, în special calitățile C194 (cupru-fier-fosfor) și C7025 (cupru-nichel-siliciu) care oferă o conductivitate electrică bună combinată cu caracteristicile arcului și formabilitatea necesare pentru contactul miniatural și aplicațiile terminale. Aliajele de cupru beriliu, în special C17200 în stare de recoacere în soluție, sunt specificate pentru contactele cu arc micro-ștanțate unde este necesară o deformare elastică maximă sub sarcină, deși prelucrarea lor necesită o atenție atentă la controalele de sănătate și siguranță în timpul operațiunilor de ștanțare și finisare.
Provocările privind inspecția și măsurarea calității la scară micro
Verificarea conformității dimensionale a pieselor electronice de ștanțare micro-ștanțate necesită echipamente de inspecție și metodologii care depășesc cu mult mașinile de măsurare în coordonate și standardele comparatoarelor optice din majoritatea laboratoarelor de calitate a ștanțarii. Dimensiunile caracteristicilor măsurate în zeci de microni necesită sisteme optice de măsurare fără contact - de obicei sisteme de viziune automatizate cu obiective de rezoluție sub-micron și optică telecentrică - capabile să măsoare sute de caracteristici pe parte în secunde la vitezele liniei de producție. Pentru dimensiunile cele mai critice, microscopia electronică cu scanare (SEM) oferă rezoluția necesară pentru a caracteriza calitatea marginilor, înălțimea bavurilor și starea suprafeței la un nivel de detaliu imposibil de atins cu optica luminii.
Controlul statistic al procesului pentru piesele electronice de ștanțare micro-ștanțate trebuie implementat la un nivel de rigoare care să depășească programele tipice SPC aplicate producției standard de piese electronice de ștanțare. Uzura matriței la scară mică produce rate de derive dimensională care pot depăși limitele de toleranță într-un singur schimb de producție, mai degrabă decât în perioadele de producție de mai multe zile tipice sculelor standard. SPC în timp real cu feedback automatizat la parametrii presei – reglarea înălțimii de închidere, progresia alimentării și livrarea lubrifierii ca răspuns la tendințele dimensionale măsurate – este o practică din ce în ce mai standard în operațiunile de micro-ștanțare care servesc sectorul electronicii de precizie.
Alegerea între piese de ștanțare electronice micro și standard pentru aplicația dvs
Decizia între specificarea pieselor de ștanțare electronice micro-ștanțate sau standard ar trebui să fie condusă de cerințe funcționale obiective, mai degrabă decât de ipoteza că toleranțe mai stricte produc întotdeauna produse mai bune. Piesele standard de ștanțare electronică sunt adecvate ori de câte ori cerințele de performanță dimensională, electrică și mecanică ale aplicației pot fi îndeplinite în limitele de capacitate ale ștanțarii convenționale - și în majoritatea aplicațiilor de asamblare electronică, acestea pot fi îndeplinite. Costul de scule semnificativ mai mic, o bază mai largă de furnizori și un management al calității mai simplu asociat pieselor de ștanțare electronice standard reprezintă avantaje reale care nu ar trebui să fie renunțate fără o justificare funcțională clară.
Micro-ștanțarea ar trebui specificată atunci când miniaturizarea este un motor de proiectare autentic - atunci când dimensiunile reduse ale componentelor permit îmbunătățiri semnificative ale performanței dispozitivului, densității integrării sau experienței utilizatorului final, care justifică investiția mai mare în instrumente și managementul mai complex al lanțului de aprovizionare. Aplicațiile, inclusiv conectori ultraminiaturali pentru dispozitive medicale implantabile, contacte submilimetrice cu arc pentru senzori portabili, cadre de plumb cu pas fin pentru pachete IC avansate și componente de ecranare de precizie pentru modulele sensibile la RF, toate reprezintă cazuri în care capabilitățile pieselor electronice de ștanțare micro-ștanțate oferă o valoare funcțională care nu poate fi replicată la scară standard..

Postarea anterioară
Piese de ștanțare metalice pentru automobile și electrocasnice: procese, materiale și standarde de calitate
Postarea următoare
Care este diferența dintre matrițele de ștanțare auto tradiționale și optimizate pentru simulare?
Al nostru Produse.
Începeți-vă afacerea cu un producător OEM chiar aici!
Oferiți clienților globali soluții complete la cheie
prin
inovație!
LINKURI RAPIDE
INFORMAȚII DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Drepturi de autor © Suzhou Shuangqisi Mold Equipment Co., Ltd. Toate drepturile rezervate. matriță de ștanțare personalizată Producători de matrițe de ștanțare metalice
